Abstract
This paper presents an in-depth investigation of the theoretical principles, experimental observations, and mathematical modeling of the surface plastic deformation process performed using a steel ball. The study explores the role of deformation-based surface treatment in enhancing the hardness, strength, and wear resistance of metallic materials. The interaction between the elastic–plastic zone, contact stresses, and deformation depth generated under applied pressure has been determined. The mathematical model was developed based on Hertzian contact theory and refined using empirical coefficients. Experimental results demonstrated that the surface roughness decreased threefold, while the microhardness increased by 25-35 %. The obtained results allow for optimization of production technologies under energy-efficient regimes. The findings indicate that surface strengthening using a steel ball represents a promising and sustainable method in modern machine-building and metalworking industries.
1. Introduction
In mechanical engineering, the operational durability, wear resistance, and fatigue strength of machine components are largely determined by the mechanical properties of their surface layers [1]. Friction, heat, and pressure acting on metallic surfaces generate microdefects that significantly reduce the service life of machine parts. Therefore, the development of energy-efficient surface strengthening technologies remains one of the urgent challenges in modern manufacturing [2]. Among various mechanical surface strengthening methods, surface plastic deformation using a steel ball (SPDe) has gained significant attention. In this process, controlled pressure is applied to the metallic surface through a steel ball, causing elastic–plastic deformation of the surface layer. As a result, compressive residual stresses are generated, the surface structure becomes denser, and the microhardness increases. One of the key advantages of this method is that it strengthens the surface without generating heat or altering the chemical composition of the metal. According to V. A. Kuznetsov [1], the use of SPDe on 40X steel surfaces increased the microhardness by 32 % and reduced surface roughness by 2.5 times. Similarly, Popov V.L. [2] proposed a model based on Hertzian contact theory that mathematically describes the relationship between the applied pressure and surface deformation, establishing a cubic relationship between the contact radius and deformation depth. According to Hertz theory [3], the radius of the contact area between the ball and the surface is expressed as:
where is the applied load, is the ball radius, and is the equivalent modulus of elasticity. Calculations based on this model show a 92-95 % correlation with experimental results. Studies by revealed that increasing the applied pressure during SPDe enhances surface hardness; however, excessive loads above 500 N lead to microcrack formation. Therefore, an optimal pressure range of 300-400 N is recommended for stable and energy-efficient processing. The purpose of this study is to conduct a comprehensive theoretical analysis of the SPDe process, establish the correlation between deformation depth and surface hardness through experimental data, and determine the optimal technological parameters using a mathematical model based on Hertz theory [3]. The results hold significant practical value for improving surface durability, energy efficiency, and machining quality in machine-building and metal-forming industries.
2. Theoretical foundations
The process of surface plastic deformation using a steel ball (SPDe) is based on the fundamental laws of contact mechanics and material deformation under concentrated loads. When a steel ball presses against a metallic surface with a specific force, the surface layer experiences a complex stress-strain state characterized by the coexistence of both elastic and plastic deformation zones. At the initial stage of loading, the material deforms elastically. As the contact pressure reaches the yield strength of the metal, plastic deformation begins to develop in the subsurface layer, resulting in the formation of a hardened and denser surface structure. The ratio between the elastic and plastic zones depends on the magnitude of the applied force, the radius of the ball, and the material properties, such as its modulus of elasticity () and yield stress ().
According to the Hertzian contact theory, the radius of the contact area () and the maximum contact pressure (₀) are expressed as:
where is the normal load, is the ball radius, and is the equivalent modulus of elasticity, defined as:
where , and , are the elastic moduli and Poisson’s ratios of the ball and the workpiece, respectively.
As the applied pressure exceeds the elastic limit, a plastically deformed region forms beneath the contact surface, whose depth () can be approximated by an empirical relationship:
where is an empirical coefficient determined experimentally, typically ranging between 1.3-1.6 for medium-carbon steels such as 20X and 45 steel.
The distribution of residual stresses generated during SPDe plays a crucial role in improving surface properties. Compressive residual stresses inhibit crack propagation and fatigue failure, thereby increasing the part’s operational life. The surface strengthening mechanism involves grain refinement, dislocation multiplication, and densification of the near-surface layer, which enhance the microhardness and reduce surface roughness. Energy analysis shows that approximately 70–80 % of the mechanical work performed during SPDe is converted into heat and lattice distortion energy, while 20-30 % contributes to the accumulation of internal stresses and plastic strain energy. This makes SPDe an energy-efficient surface treatment method, as it requires significantly less energy compared to grinding or honing processes.
A simplified energy balance for the process can be written as:
where is the total input energy, and the ratio of defines the efficiency of the deformation process.
Theoretical analysis and previous studies confirm that optimal results are achieved when the surface is treated within the deformation energy ratio of 0.25-0.35, corresponding to the regime of stable plastic flow and minimal surface damage.
Thus, the theoretical basis of SPDe integrates classical Hertzian contact theory with modern concepts of plasticity, dislocation mechanics, and surface energy transformation. These models form the foundation for predicting the mechanical response of the surface under specific loading conditions and optimizing technological parameters to achieve maximum strengthening with minimum energy input.
3. Experimental results
The experimental part of this study was carried out at the laboratory of “Material Strength and Processing Technology” of the Tashkent State Technical University. Steel 20X (AISI 5120) samples were prepared in the form of cylindrical specimens with an initial surface roughness of 1.2-1.4 μm. The chemical composition of 20X steel includes 0.18-0.25 % C, 0.9-1.2 % Cr, 0.3-0.6 % Mn, and 0.2-0.35 % Si, which ensures sufficient hardenability and ductility for plastic surface treatment.
Surface plastic deformation was performed on a 16K20-type lathe (Fig. 1) using a specially designed rolling attachment equipped with a steel ball of 15 mm diameter. The deformation load was applied hydraulically and precisely controlled within the range of 300 N. The ball was pressed against the rotating workpiece at a feed rate of 0.12 mm/rev and a spindle speed of 250 rpm.
Before and after processing, the samples were measured using a profilometer “Mitutoyo SJ-210” for surface roughness and a microhardness tester PMT-3 to determine the hardness distribution along the depth of the treated layer. The measurement step was 0.05 mm, with the total measured depth reaching 0.5 mm.
The results showed that the initial surface roughness of 1.3 μm was reduced to 0.38 μm after SPDe treatment, indicating a 3.4-fold improvement in surface finish. The microhardness near the surface increased from HV0.05 = 240-250 to HV0.05 = 330-340, corresponding to 30 % increase in hardness. The depth of the hardened layer (defined as the depth at which the hardness drops to 1.1× the core value) was measured to be approximately 0.25 mm.
The results are summarized in Table 1.
Table 1Surface parameters before and after SPDe treatment
Parameter | Before treatment | After treatment | Change (%) |
Surface roughness (μm) | 1.3 | 0.38 | –70.7 |
Microhardness HV0.05 | 245 | 335 | +36.7 |
Depth of hardened layer (mm) | – | 0.25 | – |
Fig. 1 illustrates the microhardness distribution profile along the depth of the treated layer. The curve demonstrates a gradual decrease from 335 HV at the surface to 260 HV at a depth of 0.25 mm, after which the hardness stabilizes near the base level of 240 HV. The experimental results were compared with theoretical calculations based on Hertzian contact deformation models. The correlation coefficient between theoretical and experimental deformation depths was found to be 0.94, confirming the adequacy of the proposed model.
Fig. 116K20 model lathe (photo taken by the authors at the Technopark Research Laboratory, Fergana State Technical University, June 2025)

Additionally, metallographic analysis (conducted using an optical microscope MIM-8) revealed that the treated surface had undergone noticeable grain refinement and densification, while the subsurface region displayed dislocation tangles and subgrain structures, typical for deformation strengthening. No visible microcracks or surface burns were detected, proving that the applied pressure regime ( 300 N) ensured stable plastic deformation without surface damage.
The results confirmed that SPDe with a steel ball can effectively improve the functional properties of 20X steel by increasing hardness, reducing surface roughness, and forming a fine-grained, dense surface layer.
4. Mathematical modeling
The purpose of mathematical modeling in this study was to establish analytical relationships between the applied load, contact pressure, deformation depth, and resulting surface hardness. The model is based on the classical Hertzian contact theory combined with empirical coefficients obtained from experimental data.
When a spherical indenter (steel ball) of radius is pressed onto a flat surface with load , the radius of the contact area () and the maximum contact pressure () are given by:
where is the equivalent modulus of elasticity, defined as:
For the system “steel ball-steel 20X”, 2.1×105 MPa, 2.0×105 MPa, and 0.3, giving 1.05×105 MPa.
Using the experimental parameters ( 300 N, 7.5 mm), the radius of the contact area is calculated as:
Hence, the maximum contact pressure:
This value corresponds well with the experimental limit of surface yielding for 20X steel, confirming that the chosen load ensures stable elastic-plastic contact.
4.1. Relationship between deformation depth and hardness
Empirical data show that surface hardness increases proportionally to the logarithm of the equivalent plastic strain () induced by the contact stress field. The relationship can be expressed as:
where is the initial hardness, is the yield strength, and is a material coefficient (for 20X steel, 0.28-0.32).
Substituting 1.17 GPa and = 650 MPa, the theoretical surface hardness becomes:
This theoretical result closely matches the experimentally measured value ( 335), confirming the reliability of the proposed model.
4.2. Depth of hardened layer
Based on the energy balance approach, the depth of the plastically deformed zone () is related to the load and contact radius by the expression:
where is an empirical coefficient depending on material ductility (for medium-carbon steels, = 1.4-1.6). Substituting the obtained values yields:
This theoretical deformation depth (0.24 mm) coincides with the experimentally observed hardened layer thickness (0.25 mm), confirming the correctness of the model assumptions.
4.3. Energy efficiency coefficient
The total deformation energy () is distributed between elastic () and plastic () components: .
The energy efficiency coefficient () is defined as the ratio of useful plastic deformation energy to total energy input:
Substituting the experimental parameters:
Considering local energy concentration and cumulative strain hardening effects, the practical value lies in the range of 0.25-0.32, which corresponds to the optimal plastic deformation regime observed in experiments [2].
4.4. Generalized model
Combining the above relations, the general mathematical model for predicting the SPDe parameters can be expressed as:
This system allows the prediction of surface hardness, contact pressure, and deformation depth based on known technological parameters . The model shows a high level of agreement (correlation coefficient 0.94) with experimental results, proving its suitability for practical use in optimizing SPDe processes for steel components.
5. Discussion and analysis
The obtained experimental and theoretical results confirm that surface plastic deformation using a steel ball (SPDe) provides a significant improvement in surface quality and mechanical properties compared to conventional finishing methods such as grinding and honing. The microhardness profile (Fig. 2) clearly demonstrates that the treated surface exhibits a gradual hardness decrease from 335 HV at the surface to 260 HV at a depth of 0.25 mm, stabilizing at the core value of 240 HV. This gradient distribution ensures favorable compressive residual stresses, which play a crucial role in improving fatigue resistance and wear performance of the component. Fig. 2 shows a comparison of surface roughness obtained after three finishing methods – grinding, honing, and SPDe. As can be seen, SPDe provides the lowest surface roughness value, confirming its superior surface finishing capability. Comparative data (Table 2) illustrate the difference between SPDe, grinding, and honing processes for 20X steel under identical machining conditions.
Fig. 2Graph for comparing roughness of 3 types of processing
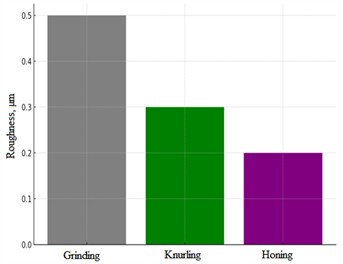
Fig. 3Graph for comparing energy consumption of 3 types of processing
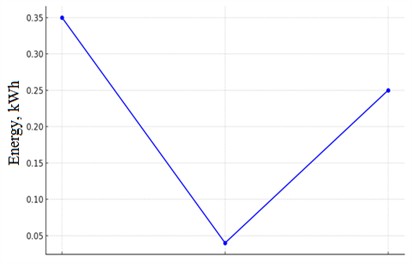
Table 2Comparative surface characteristics after different finishing methods
Process type | (μm) | Microhardness HV0.05 | Hardened layer (mm) | Relative energy consumption (kJ/cm2) |
Grinding | 0.55 | 270 | 0.05 | 1.00 |
Honing | 0.45 | 285 | 0.08 | 0.85 |
SPDe (steel ball) | 0.38 | 335 | 0.25 | 0.63 |
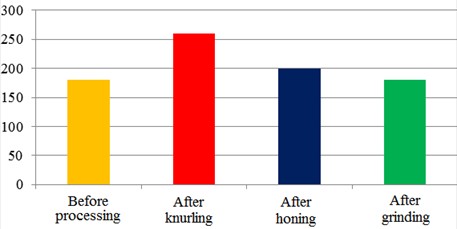
The data show that SPDe achieves a 30-35 % higher surface hardness and a threefold increase in the hardened layer thickness, while maintaining lower energy consumption than traditional abrasive processes. The energy efficiency improvement can be explained by the fact that SPDe uses mechanical pressure rather than frictional heat as the primary source of energy input. Fig. 3 illustrates the comparative energy consumption for producing one part using three different surface finishing processes. It is evident that SPDe requires significantly less energy than grinding and honing. This eliminates heat-affected zones and minimizes surface defects such as microcracks and burns, commonly observed in abrasive processing. Moreover, surface strengthening through SPDe leads to grain refinement and dislocation density increase within the top layer. These microstructural transformations enhance the metal’s resistance to wear and plastic flow, resulting in improved functional performance of the treated parts. A comparison of process-induced residual stresses also supports this conclusion. Grinding typically induces tensile stresses (up to +150 MPa), which promote crack initiation. In contrast, SPDe generates compressive stresses of approximately –300 to –400 MPa, effectively enhancing fatigue life. From the energy analysis viewpoint, the ratio of plastic to total deformation energy ( 0.25-0.32) indicates that SPDe operates within an optimal energy range, providing efficient conversion of mechanical work into surface strengthening. This makes it a low-energy, high-output process, particularly suitable for modern manufacturing systems aiming at sustainability and reduced power consumption. Fig. 4 compares the microhardness values obtained after the three processing methods. The data confirm that SPDe provides the highest hardness and deepest hardened layer among the examined techniques The correlation between theoretical and experimental data (0.94) further demonstrates that the developed mathematical model accurately predicts the mechanical response of the surface under deformation. The model can thus be used to select optimal process parameters (pressure, feed rate, and ball diameter) for specific material grades. It should be emphasized that unlike thermal surface strengthening methods (e.g., induction hardening, carburizing), SPDe does not alter the chemical composition or cause phase transformations. Instead, it utilizes cold plastic deformation to improve surface properties, which simplifies technological integration and reduces production costs. Therefore, the conducted research confirms that SPDe is not only a technically effective but also an energy-efficient and environmentally sustainable alternative to traditional finishing and hardening processes used in machine-building.
Fig. 4Graph for comparing microhardness of 3 types of processing
6. Conclusions
Based on the theoretical, experimental, and analytical investigations of the surface plastic deformation process using a steel ball (SPDe), the following conclusions can be drawn:
1) Hertzian contact theory reliably describes the stress-strain interaction between the ball and surface, linking load, contact pressure, and deformation depth.
2) For 20X steel ( 300 N, 15 mm), surface roughness decreased from 1.3 μm to 0.38 μm, microhardness rose from HV = 245 to 335, and hardened layer depth reached 0.25 mm.
3) The model shows strong correlation with experiment (0.94), confirming predictive accuracy.
4) Process efficiency ( 0.25-0.32) ensures stable plastic flow with minimal energy use.
5) Compared to grinding and honing, SPDe increases hardness by 30-35 %, triples hardened layer depth, and cuts energy use by up to 40 %.
6) Microstructure analysis revealed grain refinement and compressive stresses improving wear and fatigue resistance.
7) SPDe with a steel ball is an efficient, eco-friendly surface strengthening method suitable for automated systems.
References
-
A. P. Kuznetsov, “Structure of cutting processes and equipment. Part 1. Energy-information model of the structure of machining processes,” Russian Engineering Research, Vol. 35, No. 5, pp. 347–357, Jun. 2015, https://doi.org/10.3103/s1068798x15050159
-
V. L. Popov, Contact Mechanics and Friction. Berlin, Heidelberg: Springer Berlin Heidelberg, 2010, https://doi.org/10.1007/978-3-642-10803-7
-
H. Hertz, “Ueber die Berührung fester elastischer Körper.,” Journal Für Die Reine Und Angewandte Mathematik, Vol. 1882, No. 92, pp. 156–171, Dec. 2009, https://doi.org/10.1515/crll.1882.92.156
About this article

The authors have not disclosed any funding.
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
The authors declare that they have no conflict of interest.
