Abstract
The article presents the gas formation reaction and properties of the aerated concrete mixture, along with the physical and mechanical properties of the cellular concrete for the studied compositions. Additives from BASF Glenium 111 (Germany), C-3 (Russia) and POLIMIX (Uzbekistan) also influence the change in the physico-mechanical properties of aerated concrete. As a result of the search experiments, aerated concrete with density values ranging from 616 to 1390 kg/m3 and strength from 1.95 to 2.96 MPa were obtained. Keywords: gas formation, cellular concrete, fly ash, porosity, aerated concrete, expansion, strength.
Highlights
- Sustainable non-autoclaved aerated concrete was produced using locally available fly ash and shell limestone waste.
- The combined use of mineral additives improved pore structure development and enhanced the density–strength relationship.
- Optimized mixtures containing chemical admixtures achieved a maximum compressive strength of 2.96 MPa.
- The proposed technology enables cost-effective and environmentally friendly production of aerated concrete for sustainable construction applications.
1. Introduction
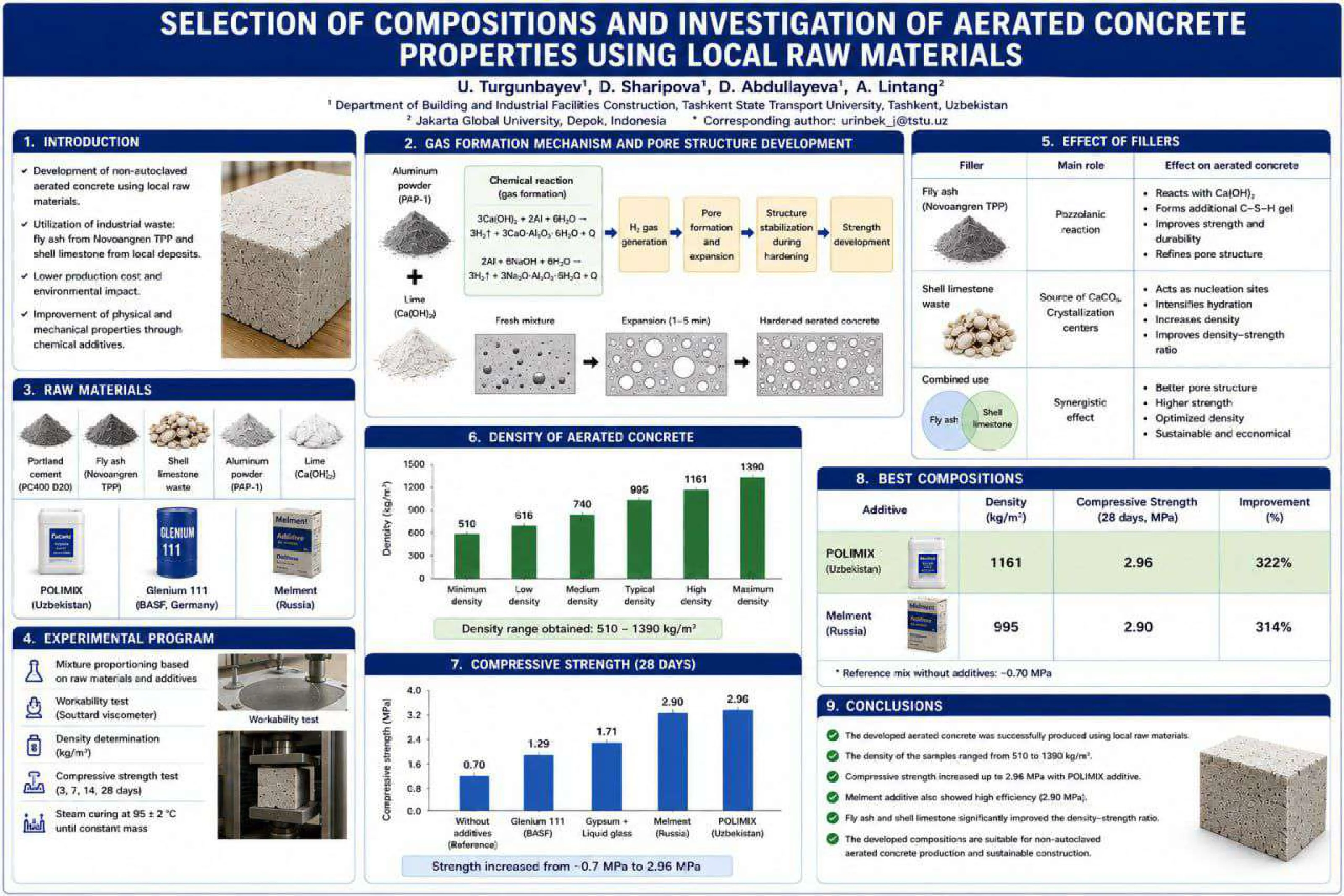
Experimental studies were conducted to develop a composition for non-autoclaved aerated concrete based on raw materials from Uzbekistan, including sand from the Chinaz deposit, fly ash from the Novoangrenskaya TPP, Akhangaran Portland cement PC400 D20, aluminum powder PAP-1, and lime from the Kuterminsk deposit. The additives employed were Glenium 111 (BASF, Germany), C-3 (Russia), and POLIMIX (Uzbekistan). The role of complex chemical modifiers in stabilizing the porous structure and improving the rheological properties of cement-based systems has been highlighted in several studies [1]. Furthermore, the integration of industrial waste and chemical admixtures into construction binders has shown significant potential for developing sustainable building materials [2].
The formation of the cellular macrostructure is the most critical stage in production, as the nature of porosity largely determines concrete properties. The creation of a porous structure occurs during the gas-forming stage of the mortar mixture and the subsequent hardening of the expanded mass. Pore formation is driven by aluminum powder PAP-1 through chemical reactions:
– With lime: 3Ca(OH)2 + 2Al + 6H₂O → 3H2↑ + 3CaO·Al2O3·6H2O + Q.
– With caustic soda: 2Al + 6NaOH + 6H2O → 3H2↑ + 3Na2O·Al2O3·6H2O + Q.
Upon mixing the components, chemical transformations begin: aluminum reacts with the alkaline components, while Portland cement clinker hydrates, forming low-basic calcium hydrosilicates. The aerated concrete mixture first loses mobility and sets, then gains strength.
After molding, minimal gas is present initially. Hydrogen evolution begins after 1-5 minutes, causing the mixture to "rise" as pore formation and structure development commence. The process involves the formation of tiny gas bubbles from the reaction of calcium hydroxide with aluminum. These bubbles expand due to increasing internal hydrogen pressure until it is balanced by the resisting pressure from the surrounding hardening matrix [3].
The novelty of this research lies in the synergistic combination of fly ash from the Novoangrenskaya TPP and shell limestone waste from local deposits in Uzbekistan. Unlike traditional quartz sand-based aerated concrete, this study investigates how the high CaCO3 content in shell limestone acts as a crystallization center, intensifying the hydration process of Portland cement in a non-autoclaved environment, thereby optimizing both environmental sustainability and mechanical performance.
2. Research methods
Determination of the compressive strength The compressive strength of cement stone was determined by testing samples of two standard sizes: 10×10×10 cm and 40×40×160 mm. The tests were carried out on a CT-D2000 hydraulic press at the set curing time: after 3, 7, 14 and 28 days. Throughout the entire period before the tests, the samples were kept in a normal hardening chamber of the CU-40B model under standard conditions. The compressive strength for a single sample was calculated as the ratio of the destructive load to the area of its working section. The final value of the ultimate strength for a series of samples was determined as the arithmetic mean of the test results of the four most durable samples out of the six tested. The strength of concrete (, MPa) was calculated using the formula:
where is the breaking force (kN), is the average working cross – sectional area of the sample (cm2), is the scale factor assumed to be 0.95.
The workability of an aerated concrete mixture is assessed by measuring its spread using a Souttard viscometer. The device consists of a metal cone on a horizontal plate.
Procedure:
1) Place the viscometer on a stable, flat surface. Clean and dry the cone.
2) Fill the cone in one step with a freshly prepared mixture (used within 5 minutes), avoiding compaction. Level the top with a spatula.
3) Lift the cone vertically without vibration. After 30 seconds, measure the spread diameter in two perpendicular directions ( and ).
Calculation:
The average spread diameter is calculated as:
Processing of the results. The resulting average diameter value was rounded to 1 mm. If necessary, the test was repeated to increase accuracy. The protocol additionally recorded observations of the stability of the mixture (for example, stratification or water separation). All tests were performed at a controlled ambient temperature (20-25 °C) to minimize its effect on the result. Compliance with the regulations for the preparation of the mixture was critically important, since the process of gas release directly affects its rheological properties. This technique serves as a standardized tool for operational quality control of aerated concrete mixtures and ensuring their required technological efficiency.
3. Results and discussion
The search experiments were carried out based on the calculation of the composition of aerated concrete, taking into account the required characteristics of aerated concrete and the properties of the materials used are given below. Select aerated concrete grade 600 from local raw materials. The gas–forming agent is aluminum powder PAP-1. We accept the ratio (by weight) 1-1, then the material consumption of 1 m3 of concrete will be: 600×0.85/1+1 =255 kg; 255×1 =255 kg.
We assume that the mass spread according to the Souttard viscometer is 20-21 cm, with / = 0.48, then the pore volume of 1 m3 of aerated concrete will be:
where, 1.85 is the density of cement stone and the theoretical consumption of aluminum powder:
Actual flow rate of the gas-forming agent 1.2×329.3 = 395.16 g.
The amount of water consumption:
The mixture for aerated concrete was made in laboratory conditions. The additives were introduced with the mixing water as a percentage of the cement content. Aluminum powder was mixed in 60 °C water. The finished concrete mix was poured into molds measuring 10×10×10 cm and 40×40×160 mm. The samples were tested after 28 days of molding.
Table 1 shows the physical and mechanical properties of cellular concrete of the studied compositions.
As a result of exploratory experiments, aerated concrete with a density ranging from 616 to 1390 kg/m3 was produced. The lowest density values (down to 616 kg/m3) were achieved in eight specific compositions (Table 1), which is attributed to the use of finely ground ash and its ability to harden when mixed with air lime. As the data indicates, samples without lime additives exhibit higher density. The results demonstrated that introducing additives affects the physico-mechanical properties of the aerated concrete.
Table 1Compositions of cellular aerated concrete
No. | The ratio of the components of the cellular concrete mixture, % by weight | ||||||||||
Aluminum powder | / | C | Ash | Sand | Lime | Рolimix, % | С3 (Russia) | Glenium | , kg/m3 | , MPa | |
1 | 0.001 | 0.7 | 0.5 | 0.5 | – | – | – | – | 0.8 | 963 | 0.87 |
2 | 0.001 | 0.6 | 0.5 | 0.5 | – | – | – | – | 0.8 | 1027 | 1.53 |
3 | 0.001 | 0.3 | 0.5 | – | 0.5 | – | 2 | – | – | 1161 | 2.96 |
4 | 0.001 | 0.3 | 0.5 | – | 0.45 | 5 | 0.8 | – | – | 998 | 0.68 |
5 | 0.001 | 0.3 | 0.5 | – | 0.45 | 5 | 1.5 | – | – | 1134 | 1.14 |
6 | 0.001 | 0.3 | 0.5 | – | 0.45 | 5 | 2 | – | – | 1104 | 1.14 |
7 | 0.001 | 0.45 | 0.5 | 0.225 | 0.225 | 5 | 0.8 | – | – | 867 | 0.64 |
8 | 0.001 | 0.7 | 0.5 | 0.225 | 0.225 | 5 | 0.8 | – | – | 616 | 0.29 |
9 | 0.001 | 0.45 | 0.5 | 0.25 | 0.25 | – | 0.8 | – | – | 873 | 0.69 |
10 | 0.001 | 0.45 | 0.5 | 0.25 | 0.25 | – | 0.8 | 0.2 | – | 1178 | 1.95 |
11 | 0.001 | 0.5 | 0.5 | 0.25 | 0.25 | – | 0.8 | 0.2 | – | 1026 | 1.24 |
12 | 0.0008 | 0.49 | 0.5 | – | 0.5 | – | – | – | – | 1390 | 0.7 |
13 | 0.0008 | 0.36 | 0.5 | 0.5 | – | – | – | – | – | 620 | 0.4 |
Compositions without additives (e.g., 12-13) possess low compressive strength, typically falling below 1.0 MPa. It should be noted that such low-strength compositions are primarily categorized as thermal insulation materials, suitable for non-load-bearing applications where low thermal conductivity is prioritized over mechanical bearing capacity. The use of the POLIMIX additive significantly increased the strength to 2.96 MPa, making it suitable for structural-insulation purposes. The combined use of POLIMIX and Micro Air additives resulted in a strength of 1.95 MPa (composition 10), although the density simultaneously rose to 1178 kg/m3. The Glenium additive also yielded a positive effect; as a highly effective polycarboxylate-based plasticizing admixture, it reduces the water demand, optimizes the pore structure, and enhances the plasticity of the mixture. For the further selection of the optimal composition (Table 2), formulations with an expanded set of components were tested, including soda ash (Na2CO3), hemihydrate gypsum, liquid glass, and a foaming agent, to achieve a better balance between lightweight properties and structural integrity .to achieve a better balance between lightweight properties and structural integrity. Optimizing the binder matrix is particularly important when working with non-autoclaved cellular systems. As noted in recent studies on alkali-activated and modified binders [4], the development of dry construction mixes necessitates a precise balance between the mineral base and chemical modifiers to ensure structural stability. Additionally, the possibility of further improving the mechanical resilience of such concrete through fiber reinforcement, as discussed in recent studies on basalt fiber-reinforced mixtures [5], provides a foundation for the future enhancement of the investigated aerated concrete compositions.
The first series of experiments was aimed at obtaining cellular concrete by combining two methods of porization - foam and gas concrete. The density of the obtained samples ranges from 800 to 1100 kg/m3. The maximum compressive strength reaches 2.63 MPa in composition No. 4 at maximum density. Since the density values turned out to be high when combining the two methods of porization, further experiments were aimed at reducing it. Aluminum powder is used as a pore forming agent. Lime and soda ash Na2CO3 were used as additives.In this series of experiments, the density was reduced to 530 kg/m3 due to the above additives. Lime and soda ash improve the expanded mass due to a chemical reaction that releases gas. The strength indicators are low, the highest index of compressive strength is 0.51 MPa in a composition with the addition of lime 20 % and soda 0.87 %. The sample density is 648 kg/m3. To increase the compressive strength in subsequent formulations, we use the POLIMIX superplasticizer. The best indicator in this experiment is composition No. 3, in which the density is 672 kg/m3, and the compressive strength reaches 0.69 MPa.
In the first three experimental series, samples cured under normal conditions for 28 days showed relatively low strength (Table 2). To increase strength, Series 4 introduced superplasticizers (POLIMIX, Glenium-200) along with additives of semi-aqueous gypsum and liquid sodium silicate, and applied heat-moisture treatment. The samples were steamed at 95 °C using a 2-hour temperature ramp, a 3-hour holding period, and a 2-hour cooldown. The steamed samples exhibited higher strength. The best result (1.71 MPa at a density of 675 kg/m3) was achieved with a mix containing 2 % semi-aqueous gypsum and 2 % liquid sodium silicate, due to rapid gypsum setting and the formation of additional calcium hydrosilicates. Composition No. 4 with Glenium 111 also performed well, reaching 1.29 MPa at 731 kg/m3.
The results demonstrate that incorporating various additives modifies the physical and mechanical properties of aerated concrete. Formulations without additives exhibit high density and low strength characteristics [3], [6-8]. These were preliminary experiments to develop compositions for non-autoclaved aerated concrete using local Uzbek materials. Using sand and ash as fillers, the compositions presented in Tables 1 and 2 were produced. Further compositional studies continued using powdered waste from limestone slab production as the filler. Table 2 presents the physical and mechanical properties of the studied cellular concrete compositions. Experiments with shell limestone filler showed sample densities ranging from 510 to 995 kg/m3 (Table 3). Compositions without gypsum additives (5, 6, and 9) yielded relatively low densities, achieving a reduction down to 510 kg/m3 in composition 6.
As can be seen from Table 3, the compressive strength of aerated concrete with shell limestone turned out to be higher than other fillers (sand and ash).
When combined with Melment and gypsum additives, sample 2 achieves the highest strength of 2.9 MPa at a density of 995 kg/m3. The Melment additive acts as a plasticizer, improving the rheological properties of the mixture, which collectively enhances strength. In the composition with Melment alone, a compressive strength of 2.1 MPa is reached at a density of 887 kg/m3. The high CaCO3 content (91 %) in the shell limestone contributes to the strength by adhering to the hydration products of Portland cement [9].
Table 2Compositions of cellular aerated concrete
No. | The ratio of the components of the cellular concrete mixture, % by weight | |||||||||||||
Aluminum powder | Penol | С | Ash | Sand | Lime | Soda | Glenium | POLIMIX,% | Liquid glass, % | Gypsum, % | W/Т | , kg/m3 | , MPa | |
1 | 0.16 | 1 | 0.5 | 0.493 | 0.246 | – | – | – | – | – | – | 0.55 | 888 | 0.91 |
0.16 | 0.1 | 0.5 | 0.249 | 0.249 | – | – | – | – | – | – | 0.55 | 862 | 1.06 | |
0.001 | 1 | 0.5 | 0.247 | 0.247 | – | – | – | – | – | – | 0.55 | 1021 | 1.97 | |
0.001 | 0.1 | 0.5 | 0.249 | 0.249 | – | – | – | – | – | – | 0.55 | 1100 | 2.63 | |
0.16 | 0.55 | 0.5 | 0.248 | 0.248 | – | – | – | – | – | – | 0.55 | 790 | 0.9 | |
0.001 | 0.55 | 0.5 | 0.248 | 0.248 | – | – | – | – | – | – | 0.55 | 1063 | 2 | |
0.08 | 1 | 0.5 | 0.247 | 0.247 | – | – | – | – | – | – | 0.55 | 981 | 2.03 | |
0.08 | 0.1 | 0.5 | 0.249 | 0.249 | – | – | – | – | – | – | 0.55 | 913 | 1.2 | |
0.08 | 0.55 | 0.5 | 0.248 | 0.248 | – | – | – | – | – | – | 0.55 | 919 | 1.35 | |
2 | 0.08 | – | 0.3 | 0.244 | 0.244 | 0.20 | 0.01 | – | – | – | – | 0.95 | 530 | 0.16 |
0.08 | – | 0.3 | 0.245 | 0.245 | 0.20 | 0.0075 | – | – | – | – | 0.95 | 751 | 0.29 | |
0.08 | – | 0.475 | 0.244 | 0.244 | 0.025 | 0.01 | – | – | – | – | 0.7 | 617 | 0.37 | |
0.08 | – | 0.475 | 0.245 | 0.245 | 0.025 | 0.0075 | – | – | – | – | 0.65 | 600 | 0.26 | |
0.08 | – | 0.3 | 0.245 | 0.245 | 0.20 | 0.0087 | – | – | – | – | 0.7 | 648 | 0.51 | |
0.08 | – | 0.475 | 0.245 | 0.245 | 0.025 | 0.0087 | – | – | – | – | 0.65 | 570 | 0.31 | |
0.08 | – | 0.387 | 0.244 | 0.244 | 0.112 | 0.01 | – | – | – | – | 0.7 | 551 | 0.2 | |
0.08 | – | 0.387 | 0.245 | 0.245 | 0.112 | 0.0075 | – | – | – | – | 0.7 | 565 | 0.24 | |
0.08 | – | 0.387 | 0.245 | 0.245 | 0.112 | 0.0087 | – | – | – | – | 0.7 | 648 | 0.31 | |
3 | 0.08 | – | 0.3 | 0.24 | 0.24 | 0.20 | 0.0075 | – | 2 | – | – | 0.7 | 695 | 0.35 |
0.08 | – | 0.3 | 0.243 | 0.243 | 0.20 | 0.0075 | – | 0.8 | – | – | 0.7 | 686 | 0.29 | |
0.08 | – | 0.475 | 0.24 | 0.24 | 0.025 | 0.0075 | – | 2 | – | – | 0.55 | 762 | 0.69 | |
0.08 | – | 0.475 | 0.243 | 0.243 | 0.025 | 0.0075 | – | 0.8 | – | – | 0.55 | 625 | 0.37 | |
0.08 | – | 0.3 | 0.242 | 0.242 | 0.20 | 0.0075 | – | 1.4 | – | – | 0.7 | 722 | 0.43 | |
0.08 | – | 0.475 | 0.242 | 0.242 | 0.025 | 0.0075 | – | 1.4 | – | – | 0.55 | 617 | 0.49 | |
0.08 | – | 0.387 | 0.24 | 0.24 | 0.112 | 0.0075 | – | 2 | – | – | 0.6 | 778 | 0.64 | |
0.08 | – | 0.387 | 0.243 | 0.243 | 0.112 | 0.0075 | – | 0.8 | – | – | 0.65 | 590 | 0.22 | |
0.08 | – | 0.387 | 0.242 | 0.242 | 0.112 | 0.0075 | – | 1.4 | – | – | 0.65 | 590 | 0.15 | |
4 | 0.08 | – | 0.6 | 0.179 | 0.179 | 0.05 | 0.0075 | – | – | 3 | – | 0.65 | 553 | 0.43 |
0.08 | – | 0.6 | 0.179 | 0.179 | 0.05 | 0.0075 | 0.8 | – | 3 | – | 0.65 | 539 | 0.6 | |
0.08 | – | 0.6 | 0.129 | 0.129 | 0.05 | 0.0075 | – | 0.8 | 3 | – | 0.65 | 540 | 0.29 | |
0.08 | – | 0.6 | 0.129 | 0.129 | 0.05 | 0.0075 | 0.8 | – | – | – | 0.55 | 731 | 1.29 | |
0.08 | – | 0.6 | 0.149 | 0.149 | 0.05 | 0.0075 | – | 0.8 | – | – | 0.65 | 467 | 0.3 | |
0.08 | – | 0.6 | 0.149 | 0.149 | 0.05 | 0.0075 | – | – | 2 | 2 | 0.65 | 675 | 1.71 | |
0.08 | – | 0.6 | 0.104 | 0.104 | 0.05 | 0.0075 | – | – | 2 | 2 | 0.65 | 537 | 0.62 | |
Thus, shell limestone proves to be an effective filler for non-autoclaved aerated concrete, with potential for further optimization of production technology. As established, shell limestone is an effective raw material for aerated concrete. In subsequent experiments, it was used in combination with ash from the Novoangrenskaya Thermal Power Plant. This fly ash possesses a higher modulus of elasticity, indicating greater hardness, and its main structural components are quartz, mullite, and glass.
As part of this series of experiments, aerated concrete samples with a density ranging from 520 to 643 kg/m3 were obtained. There is a clear dependence of density on the proportion of ash in the composition: the minimum values (520-536 kg/m3) are fixed at its content of 10 %, and an increase in the proportion of ash to 20 % and 30 % naturally leads to an increase in the density of the material.
Table 3Compositions of cellular aerated concrete
No | The ratio of the components of the cellular concrete mixture, % by weight | ||||||||||||
Aluminum powder | / | С | Lime | Soda | Melment, % | Gypsum | Liquid glass | Limestone | Sand | Ash | , g/sm3 | , MPa | |
1 | 0.08 | 0.65 | 0.55 | – | 0.75 | – | 0.05 | 0.02 | 0.372 | – | – | 0.989 | 1.2 |
2 | 0.08 | 0.4 | 0.55 | – | 0.75 | 0.8 | 0.05 | – | 0.392 | – | – | 0.995 | 2.9 |
3 | 0.08 | 0.65 | 0.45 | 0.1 | 0.75 | – | 0.05 | 0.02 | 0.372 | – | – | 0.960 | 0.4 |
4 | 0.08 | 0.4 | 0.45 | 0.1 | 0.75 | 0.8 | 0.05 | – | 0.392 | – | – | 0.915 | 1.4 |
5 | 0.08 | 0.38 | 0.5 | – | 0.75 | 0.8 | – | – | 0.492 | – | – | 0.887 | 2.1 |
6 | 0.08 | 0.6 | 0.6 | – | 0.75 | 0.8 | – | – | 0.4 | – | – | 0.510 | 0.78 |
7 | 0.08 | 0.6 | 0.5 | 0.15 | 0.75 | 0.8 | 0.04 | – | – | 0.31 | – | 0.751 | 1.2 |
8 | 0.08 | 0.65 | 0.45 | 0.1 | 0.75 | – | 0.05 | 0.02 | – | 0.18 | 0.181 | 0.631 | 0.7 |
9 | 0.08 | 0.6 | 0.6 | – | 0.75 | – | – | – | 0.392 | – | – | 0.578 | 0.73 |
Table 4Physico-mechanical properties of non-autoclaved aerated concrete with shell limestone and ash
No. | Cement | Ash | Melement | Aluminum | soda | The shell rock | The fibers | Water | , kg/m3 | (MPa) |
1 | 50 | 10 | 0.8 | 0.08 | 0.15 | 38.8 | 0.18 | 0.53 | 536 | 0.53 |
2 | 50 | 10 | 0.8 | 0.08 | 0.15 | 38.8 | 0.18 | 0.53 | 520 | 0.53 |
3 | 50 | 10 | 0.8 | 0.08 | 0.15 | 38.8 | 0.18 | 0.53 | 525 | 0.6 |
4 | 50 | 20 | 0.8 | 0.08 | 0.15 | 28.8 | 0.18 | 0.53 | 557 | 0.7 |
5 | 50 | 20 | 0.8 | 0.08 | 0.15 | 28.8 | 0.18 | 0.53 | 551 | 0.91 |
6 | 50 | 20 | 0.8 | 0.08 | 0.15 | 28.8 | 0.18 | 0.53 | 575 | 0.98 |
7 | 50 | 30 | 0.8 | 0.08 | 0.15 | 18.8 | 0.18 | 0.53 | 639 | 0.85 |
8 | 50 | 30 | 0.8 | 0.08 | 0.15 | 18.8 | 0.18 | 0.53 | 643 | 0.93 |
9 | 50 | 30 | 0.8 | 0.08 | 0.15 | 18.8 | 0.18 | 0.53 | 642 | 0.79 |
Compared with previously studied formulations based on other fillers, these compositions demonstrate a more favorable combination of characteristics: with a relatively low density, it is possible to achieve increased compressive strength (up to 0.98 MPa), (Table 4). Justification of the effectiveness of the fillers used the results obtained confirm the prospects of joint use of ash and shell shell waste to create non-autoclaved aerated concrete. The effect is due to the following factors: 1) Pozzolan activity of ash: Ash particles react with calcium hydroxide (Ca(OH) in the presence of water₂), formed during the hydration of Portland cement. The products of this reaction are calcium hydrosilicates, which over time increase the density and strength of the cement stone. 2) The versatility of shell limestone: Micro-filling and structural effect: Its porous partial structure helps optimize the microstructure of concrete. Chemical activity: Calcite (CaCO3) contained in the shell exhibits activity in the alkaline environment of cement dough. In the finely dispersed form, shell rock particles serve as crystallization centers, intensifying the formation of new solid phases during hydration. 3) Synergistic effect: The combination of two active fillers allows you to comprehensively influence the formation of the structure.
The final result (degree of hardening, density) depends on the optimal ratio of the components, their chemical and mineralogical composition and technological parameters of the mixture manufacturing.
Practical advantages. The use of ash and shell ash waste is economically and technologically feasible:
– The ash does not require additional energy-intensive grinding.
– Limestone-seashell has a high pulverizability compared to quartz sand, which reduces energy consumption for the preparation of raw materials [10].
Thus, the combined use of ash and crushed shell limestone makes it possible to obtain effective compositions of non-autoclaved aerated concrete with an improved balance of density and strength.
Synthesizing the results from all experimental series, the most effective balance between density and strength was achieved by combining fly ash with shell limestone powder and superplasticizers. The synergistic effect of these local fillers, coupled with heat-moisture treatment at 95 °C, allows for the production of aerated concrete that meets modern construction standards for both insulation and structural reliability.
While this research successfully characterizes the 28-day compressive strength and density of the new compositions, further studies are required to evaluate long-term durability parameters, such as drying shrinkage, water absorption kinetics, and frost resistance, to fully ensure the material’s performance in diverse climatic conditions.
4. Conclusions
The use of fly ash and shell limestone waste as fillers allows for the production of non-autoclaved aerated concrete with densities ranging from 510 to 1390 kg/m3.
Chemical modifiers (POLIMIX, Glenium, Melment) significantly enhance the rheological properties and increase the compressive strength up to 2.96 MPa.
Heat-moisture treatment at 95 °C is critical for accelerating the hydration process, especially when complex additives (gypsum + liquid glass) are used.
The integration of local industrial waste not only reduces production costs but also provides an ecologically sustainable alternative to traditional quartz sand-based aerated concrete.
References
-
U. Turgunbaev and B. Toxirov, “Influence of complex chemical additives on the rheological properties of cement paste and concrete mixture,” in E3S Web of Conferences, Vol. 264, p. 02020, Jun. 2021, https://doi.org/10.1051/e3sconf/202126402020
-
U. Turgunbayev, D. Sharipova, N. Rakhimova, and F. Yunusova, “Development of technology for obtaining polymer cement glue (PCG) with use of chemical additives and industrial waste,” in E3S Web of Conferences, Vol. 401, p. 05008, Jul. 2023, https://doi.org/10.1051/e3sconf/202340105008
-
N. Narayanan and K. Ramamurthy, “Structure and properties of aerated concrete: a review,” Cement and Concrete Composites, Vol. 22, No. 5, pp. 321–329, Oct. 2000, https://doi.org/10.1016/s0958-9465(00)00016-0
-
A. M. Adnan, X. Luo, C. Lü, J. Wang, and Z. Huang, “Improving mechanics behavior of hot mix asphalt using graphene-oxide,” Construction and Building Materials, Vol. 254, p. 119261, Sep. 2020, https://doi.org/10.1016/j.conbuildmat.2020.119261
-
N.M. Mukhammadiev and G. Malikov, “Use of basalt fiber in concrete mixture for manufacture of prefabricated concrete and reinforced concrete structures,” in The 3rd International Symposium on Civil, Environmental, and Infrastructure Engineering (ISCEIE) 2024, Vol. 3317, p. 030043, Jan. 2025, https://doi.org/10.1063/5.0266812
-
C. S. Shon et al., “Properties of aerated lightweight aggregate concrete,” Journal of Materials in Civil Engineering, Vol. 21, No. 1, pp. 27–34, 2009.
-
M. Curbach and S. Scheerer, “Multiaxial strength of high-performance lightweight concrete – application potential in precast constructions,” BFT International, Vol. 2, pp. 116–117, 2007.
-
M. R. Ones and A. Mccarthy, “Behavior and assessment of foamed concrete for fill and highway applications,” in Proceedings of the International Congress: Global Construction, pp. 61–88, 2005.
-
Mavroulidou et al., “The use of industrial waste in non-autoclaved aerated concrete: a review,” Sustainable Structures and Materials, Vol. 41, No. 1, pp. 1–15, 2021.
-
X. Xu, Z. Liu, W. Li, Z. Zhu, M. Yan, and P. Li, “Comprehensive and quantitative evaluation for selecting a suitable scheme of central air-conditioning during the design phase,” Journal of Building Engineering, Vol. 82, p. 108245, Apr. 2024, https://doi.org/10.1016/j.jobe.2023.108245
About this article

The authors have not disclosed any funding.
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
The authors declare that they have no conflict of interest.
