Abstract
The article investigates the optimization of the composition of a high-strength polymer-cement adhesive material obtained by dry building mix technology and intended for the repair, bonding, and restoration of concrete and reinforced concrete structures [1, 2, 4, 9]. The optimization was carried out by the method of second-order mathematical planning of the experiment [3]. The contents of sand filler, acetone-formaldehyde resin, and sodium hydroxide were studied as variable factors [1, 3, 9]. A regression model describing the influence of the factors on the compressive strength of the adhesive material at the age of 28 days was obtained [3]. It was established that the optimal content of acetone-formaldehyde resin is 5 %, the degree of filling with sand is 50 %, and the NaOH content is 4 % of the resin mass [1, 3, 9]. The optimized composition provides a strength of more than 65 MPa and the required spreadability of the mixture according to the Suttard device [4, 5, 9].
1. Introduction
In construction, the need for various adhesive materials is increasing [1, 2, 4]. Recent international research [10-13] also confirms the growing interest in high-performance polymer-cement systems for repair and strengthening of reinforced concrete structures. The choice of one or another adhesive composition is dictated by the strength of the products being bonded [1, 2]. At the same time, an important condition must be observed: the strength of the adhesive joint must be higher than the tensile strength of the material of the products being bonded [1, 2]. In other words, the adhesive strength of the glue must be higher than the cohesive strength of the material being bonded [1, 2]. This condition can be ensured if the tensile strength of the adhesive composition is higher than that of the material being bonded [1]. On the other hand, in order to ensure equal strength of the building structure, it is necessary to strive for equal strength of the adhesive and the material being bonded [1, 2].
Another important direction of the use of polymer-cement adhesive in construction is the repair and restoration of damaged reinforced concrete products and structures [4, 9]. Recent international studies [10-13] have also demonstrated the effectiveness of polymer-cement composites and modified binders for improving the mechanical properties and durability of repair materials. In mass construction, reinforced concrete structures (RCS) of compressive strength class not higher than B40 are used. Consequently, the polymer-cement adhesive, in terms of its compressive and flexural tensile strength characteristics, must be higher than the concrete of reinforced concrete structures [1, 2, 4, 9]. Despite existing studies, there is still a lack of optimized polymer–cement adhesive compositions obtained by dry mix technology with enhanced strength characteristics. Therefore, the aim of this study is to develop and optimize such compositions using mathematical experimental design methods.
2. Materials and methods
The study was carried out by the method of second-order mathematical planning of the experiment [3]. The following were selected as variation factors:
1) – content of sand filler, %.
2) – content of acetone-formaldehyde resin, %.
3) – content of NaOH as a percentage of the resin mass, %.
The ranges of variation of the factors are given in Table 2.
The parameter to be optimized was the compressive strength of the polymer-cement adhesive at the age of 28 days of normal curing.
The experiment was implemented according to a three-factor second-order design of type B3, including 14 experiments [3].
The B3 design corresponds to a second-order experimental design for three factors, allowing the estimation of linear, quadratic, and interaction effects. For comparison, B1 and B2 correspond to experimental designs for one and two factors, respectively.
The tests were carried out on specimens hardening under normal conditions. The compressive strength was determined on a hydraulic press.
3. Results and discussion
Proceeding from the above considerations and taking into account the results of studies of polymer-cement adhesive using Portland cement M400, acetone-formaldehyde resin, and dispersed filler (ground sand), the optimization of polymer-cement adhesive compositions was carried out by the method of mathematical planning of the experiment, the results of which are presented below [1-4, 9].
In accordance with the recommendations of the work, the requirements for the investigated polymer-cement adhesive compositions were first determined [1,3].
Requirements for polymer-cement adhesive for bonding concrete and reinforced concrete products:
– Flowability of the adhesive according to the spread on the Suttard device, mm – not less than 160.
– Compressive strength, MPa – not lower than 50.
– Flexural tensile strength, MPa – not lower than 5 [4, 9].
The next stage of optimization of the compositions was the substantiation of the technology for producing the polymer-cement adhesive.
For the production of polymer-cement adhesive, the most advanced dry building mix technologies currently available and high-speed mixing with mixing water in turbulent-type activator mixers were used [2, 4, 5].
For the repair and restoration of reinforced concrete structures, polymer-cement adhesive with an increased content of acetone-formaldehyde resin, NaOH hardening catalyst, and sand filler was investigated [1, 4, 9]. The polymer-cement adhesive was obtained by mixing the dry building mix with water and a 40 % aqueous solution of NaOH. The dry building mix was obtained in a laboratory ball mill by co-grinding previously ground sand to a specific surface area of 800 cm2/g with Portland cement and acetone-formaldehyde resin for 30 min [1, 2]. The water-to-solid ratio of the polymer-cement adhesive for obtaining a mixture with a flowability of 160 mm according to Suttard was 0.31.
Table 1Spread of the paste according to Suttard
Composition No. | Flowability, mm |
9 | 161 |
10 | 166 |
11 | 169 |
12 | 165 |
Optimum | 171 |
Tests showed that at a water-to-solid ratio of 0.35, the flowability of the investigated compositions was 162-170 mm according to the Suttard device, which satisfies the requirements for adhesive materials (not less than 160 mm) [4, 5, 9].
The above numerical values of the technological factors were adopted on the basis of the research results. The specimens of polymer-cement adhesive for compressive strength testing were kept under normal conditions.
The optimization of the composition of the polymer-cement adhesive with sand filler was carried out by the method of mathematical planning of experiments [3]. As the parameter to be optimized, the strength of the polymer-cement adhesive at the age of 28 days of normal curing was adopted. Proceeding from the a priori information and the results of preliminary studies, the following were selected as variable factors [1, 3, 9]:
1) Content of sand filler – P, %.
2) Content of acetone-formaldehyde resin by mass of cement – A, %.
3) Content of NaOH by mass of acetone-formaldehyde resin – N, %.
The intervals of variation of the variable factors are given in Table 2.
The maximum and minimum values of the factors were assigned on the basis of the results of previously performed experiments set forth in Chapter 3 of the dissertation, and also taking into account the technological requirements for the polymer-cement adhesive [1, 3, 9].
As is known, linear models inadequately describe the properties of composite materials [3]. In this case, it is expedient to pass to planning of a second-order experiment, described in the general case by a polynomial of the second degree [3]. Therefore, a three-factor experimental plan using a second-degree polynomial was implemented.
Table 2Initial data for experimental design
Factors | Unit of measurement | Code | Levels of variation | ||
–1 | 0 | +1 | |||
Natural values | |||||
Sand content | % | 30 | 50 | 70 | |
Acetone-formaldehyde resin content | % | 3 | 5 | 7 | |
NaOH content | % | 2 | 4 | 6 | |
According to the aims of the study and the intended application of the results, a B3-type design was selected [3]. The design matrix included 14 experiments and, according to its determinant and the value, is close to D-optimal plans for describing the process within the investigated region [3]. Based on this matrix, an active experiment was carried out, and the results are presented in Table 3. The homogeneity of sample variances was verified using Cochran’s criterion. Since all experimental parameters satisfied the condition (), the hypothesis of homogeneity of variance estimates was accepted at a 95 % confidence level [3].
The calculation of the parameters of the mathematical model, i.e., the coefficients of the regression equation, was performed according to the formula:
where is the regression coefficient corresponding to the -th factor and characterizes its influence on the experimental response.
is the total number of experimental runs. In the present study, the design matrix includes 14 runs; therefore, 14.
The index denotes the number of the experimental run, where 1, 2,…, . For the present study, 1, 2,…, 14.
The index denotes the number of the investigated factor included in the model. Since three factors were considered in this study, 1, 2, 3.
represents the element of the design matrix corresponding to the coded value of the -th factor in the -th experimental run.
is the average value of the response obtained in the -th experimental run (Table 4).
Table 3Results of determination of the output parameters of the experiment
No. | Natural values of variables | Compressive strength of adhesive , MPa | |||||
1 | 70 | 7 | 6 | 30 | 30 | 32 | 30.66667 |
2 | 30 | 7 | 6 | 45 | 35 | 40 | 40 |
3 | 70 | 3 | 6 | 26 | 25 | 27 | 26 |
4 | 30 | 3 | 6 | 32 | 35.2 | 30 | 32.4 |
5 | 70 | 7 | 2 | 20 | 20 | 34.7 | 24.9 |
6 | 30 | 7 | 2 | 40 | 45.5 | 41.5 | 42.33333 |
7 | 70 | 3 | 2 | 50 | 65 | 40 | 51.66667 |
8 | 30 | 3 | 2 | 75 | 41.5 | 40 | 52.16667 |
9 | 70 | 5 | 4 | 42 | 67 | 52 | 53.66667 |
10 | 30 | 5 | 4 | 60 | 52 | 52 | 54.66667 |
11 | 50 | 7 | 4 | 65 | 67 | 70 | 67.33333 |
12 | 50 | 3 | 4 | 70 | 65 | 75 | 70 |
13 | 50 | 5 | 6 | 65 | 70 | 65 | 66.66667 |
14 | 50 | 5 | 2 | 68 | 76 | 68 | 70.66667 |
Table 4Matrix L for calculating the coefficients of the regression equation according to plan B3
No | Matrix | |||||||||
0 | 1 | 2 | 3 | 11 | 12 | 13 | 22 | 23 | 23 | |
1 | –0.063 | +0.100 | +0.100 | +0.100 | 0.063 | 0.063 | 0.063 | 0.125 | 0.125 | 0.125 |
2 | –0.063 | –0.100 | +0.100 | +0.100 | 0.063 | 0.063 | 0.063 | –0.125 | –0.125 | 0.125 |
3 | –0.063 | +0.100 | –0.100 | +0.100 | 0.063 | 0.063 | 0.063 | –0.125 | 0.125 | –0.125 |
4 | –0.063 | –0.100 | –0.100 | +0.100 | 0.063 | 0.063 | 0.063 | 0.125 | –0.125 | –0.125 |
5 | –0.063 | +0.100 | +0.100 | –0.100 | 0.063 | 0.063 | 0.063 | 0.125 | –0.125 | –0.125 |
6 | –0.063 | –0.100 | +0.100 | –0.100 | 0.063 | 0.063 | 0.063 | –0.125 | 0.125 | –0.125 |
7 | –0.063 | +0.100 | –0.100 | –0.100 | 0.063 | 0.063 | 0.063 | –0.125 | –0.125 | 0.125 |
8 | –0.063 | –0.100 | –0.100 | –0.100 | 0.063 | 0.063 | 0.063 | 0.125 | 0.125 | 0.125 |
9 | 0.250 | +0.100 | 0 | 0 | 0.250 | –0.250 | 0.250 | 0 | 0 | 0 |
10 | 0.250 | –0.100 | 0 | 0 | 0.250 | –0.250 | 0.250 | 0 | 0 | 0 |
11 | 0.250 | 0 | –0.100 | 0 | 0.250 | +0.250 | –0.250 | 0 | 0 | 0 |
12 | 0.250 | 0 | –0.100 | 0 | 0.250 | +0.250 | –0.250 | 0 | 0 | 0 |
13 | 0.250 | 0 | 0 | +0.100 | 0.250 | –0.250 | +0.250 | 0 | 0 | 0 |
14 | 0.250 | 0 | 0 | –0.100 | 0.250 | –0.250 | +0.250 | 0 | 0 | 0 |
As a result of substitution of the coefficients of the equation, the obtained mathematical model of the compressive strength of the polymer-cement adhesive has the following form:
The hypothesis of adequacy of the obtained equation was checked by the Fisher variance ratio. Verification of the regression coefficients for significance was performed by the Student’s t-test [3].
After statistical analysis of the coefficients of the regression equation and exclusion of insignificant coefficients, the following equation was obtained, describing the compressive strength of the polymer-cement adhesive after 28 days of normal curing with a 95 % confidence probability:
The technological analysis of the obtained mathematical model of the polymer-cement adhesive was carried out by the graph-analytical method [3] using the dependences shown in Figs. 1-3. The analysis showed that the most significant factor within the studied range is , i.e., the acetone-formaldehyde resin content, as its coefficient (13.51) has the greatest absolute value. As increases, the strength of the filled adhesive changes in an extreme manner and reaches a maximum at 5 % (Fig. 1). Therefore, the optimum content of acetone-formaldehyde resin for high-strength adhesive should be taken as 5 % by mass of the binder [1, 9].
The next most significant factor is (sand filler content). The center of the experiment for factor was chosen in the optimum region, as evidenced by the coefficients at (2.53). The optimum value of factor , i.e., the degree of filling, was determined by the method of functional analysis of the mathematical model. The solution of this problem showed that the optimum degree of filling is 50 % (Fig. 2) [3].
Fig. 1Dependence of the compressive strength Rсomp28) of the polymer-cement adhesive on acetone-formaldehyde resin content (X2)
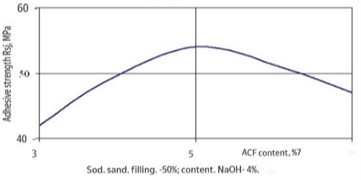
Fig. 2Dependence of the compressive strength of the polymer-cement adhesive on sand filler content (X1)
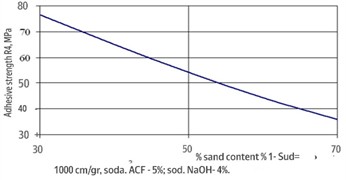
Fig. 3Dependence of the compressive strength (Rсomp28) of the polymer-cement adhesive on NaOH content (X3)
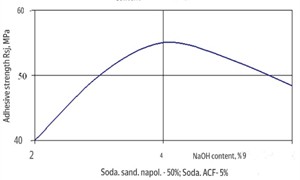
The least significant factor is (NaOH content). Since the center of the experiment was chosen in the optimum region, as evidenced by the coefficients at (0.12). The dependence of the compressive strength of the polymer-cement adhesive on the NaOH content has an extreme character with a maximum at 4 %. Therefore, the content of NaOH = 4 % should be considered optimum (Fig. 3) [1, 3, 9].
The optimum composition of the polymer-cement adhesive was determined on the basis of a joint analysis of the mathematical model and the graphical dependences (Figs. 1-3). At the same time, not only the maximum strength of the material was taken into account, but also the requirements for the processability of the mixture [3-5].
It should be noted that the value of 4 % NaOH refers to the concentration of the catalyst relative to the mass of the resin. Recalculated to the crystalline substance, its content in the composition of the dry mix is about 0.3 %.
Thus, as a result of the studies carried out, the optimum composition of the polymer-cement adhesive was established, wt.% at W/S = 0.35: cement – 64.3; sand filler – 32.2; acetone-formaldehyde resin – 3.2; NaOH recalculated to crystalline substance – 0.3.
In the course of experimental studies, it was established that at W/S = 0.31 the mixture has insufficient workability. To ensure the required spreadability according to the Suttard device (not less than 160 mm), the water-to-solid ratio was increased to 0.35 [4, 5, 9].
4. Conclusions
1) The expediency of using polymer-cement adhesive materials obtained by dry building mix technology for bonding, repair, and restoration of concrete and reinforced concrete structures operating under conditions of increased requirements for the strength of the adhesive joint has been substantiated [1, 2, 4, 9].
2) It was established that ensuring equal strength of the adhesive joint and the bonded material is achieved at an optimum ratio of binder, polymer additive, and filler, which makes it possible to increase the cohesive and adhesive strength of the polymer-cement adhesive [1, 2].
3) Using the method of second-order mathematical planning of the experiment, the influence of the content of sand filler, acetone-formaldehyde resin, and sodium hydroxide on the compressive strength of the polymer-cement adhesive at the age of 28 days of normal curing was studied [3].
4) It was established that the most significant factor affecting the strength of the adhesive material is the content of acetone-formaldehyde resin, the optimum value of which is 5 % by mass of cement. The optimum degree of filling with sand is 50 %, and the optimum NaOH content is 4 % by mass of the resin [1, 3, 9].
5) An adequate mathematical model describing the compressive strength of the polymer-cement adhesive was obtained and confirmed by statistical verification according to the Cochran, Student, and Fisher criteria, which makes it possible to use the model for predicting the properties of the material within the specified range of factors [3].
6) As a result of optimization, the composition of the polymer-cement adhesive material was established, ensuring the required flowability and high strength characteristics: cement – 64.3 %, sand filler – 32.2 %, acetone-formaldehyde resin – 3.2 %, NaOH (recalculated to crystalline substance) –0.3 % at a water-to-solid ratio of 0.35; also, the optimized composition provides a compressive strength of more than 65-70 MPa at the age of 28 days [4, 9].
7) The obtained results confirm the effectiveness of the use of dry building mix technology and can be used in the development of high-strength adhesive and repair compositions for construction practice [2, 4, 9].
References
-
M. K. Takhirov, Concretes with Acetone-Formaldehyde Resin Additives. (in Russian), Moscow: Stroyizdat, 1988, p. 103.
-
V. I. Solomatov, M. K. Takhirov, and M. Taker Shah, Intensive Concrete Technology. (in Russian), Moscow: Stroyizdat, 1989, p. 289.
-
V. G. Zazimko, Optimization of Properties of Construction Materials. (in Russian), Moscow: Transport, 1991, p. 103.
-
U. Turgunbayev, D. Sharipova, N. Rakhimova, and F. Yunusova, “Development of technology for obtaining polymer cement glue (PCG) with use of chemical additives and industrial waste,” E3S Web of Conferences, Vol. 401, p. 05008, Jul. 2023, https://doi.org/10.1051/e3sconf/202340105008
-
U. Turgunbaev and B. Toxirov, “Influence of complex chemical additives on the rheological properties of cement paste and concrete mixture,” E3S Web of Conferences, Vol. 264, p. 02020, Jun. 2021, https://doi.org/10.1051/e3sconf/202126402020
-
U. Turgunbaev, N. Rakhimova, and T. Eshmanov, “Thermokinetic monitoring of concrete using chemical additives,” in AIP Conference Proceedings, Vol. 3045, p. 060027, Jan. 2024, https://doi.org/10.1063/5.0197423
-
J. Turgunbaeva, “On the properties of filled plaster of Paris with metallurgical slag and plasticizing additive,” E3S Web of Conferences, Vol. 264, p. 02027, 2021, https://doi.org/10.1051/e3sconf/202126402027
-
U. Turgunbaev and J. Turgunbaeva, “Methods for obtaining a composite gypsum binder based on Samarkand and Bukhara stucco,” in AIP Conference Proceedings, Vol. 2612, p. 040025, Jan. 2023, https://doi.org/10.1063/5.0125342
-
U. Turgunbayev and D. Sharipova, “About properties of polymer cement glue (PCA) with use of acetone-formaldehyde resin (AFR),” in AIP Conference Proceedings, Vol. 3317, No. 1, p. 060035, Jan. 2025, https://doi.org/10.1063/5.0267599
-
V. Tsoy, D. Abdullaeva, and N.M. Mukhammadiyev, “Influence of silica-containing additives on structure formation of composite cement binder for non-autoclaved aerated concrete,” in AIP Conference Proceedings, Vol. 3045, No. 1, p. 060019, Jan. 2024, https://doi.org/10.1063/5.0197488
-
S. Dostanova, S. Shayakhmetov, K. Lesov, K. Umarov, and K. Tokpanova, “Reliability of bridge structures under dynamic influence of load,” in AIP Conference Proceedings, Vol. 3317, No. 1, p. 030038, Jan. 2025, https://doi.org/10.1063/5.0267570
-
A. Adilkhodzhaev, I. Makhamataliev, V. Tsoy, K. Umarov, and D. Azimov, “Classification of mineral fillers for concretes, taking into account the number and nature of the distribution of active centers on their surface,” in AIP Conference Proceedings, Vol. 2612, p. 040011, 2023, https://doi.org/10.1063/5.0122834
-
V. Soy, “Investigation of effect of silica-containing additives on structure of composite binders,” in AIP Conference Proceedings, Vol. 3317, No. 1, p. 030039, Jan. 2025, https://doi.org/10.1063/5.0267635
About this article

The authors have not disclosed any funding.
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
The authors declare that they have no conflict of interest.
