Abstract
Modern requirements for the quality of structural steels used in the manufacture of critical machine and mechanism components necessitate the application of highly efficient metallurgical technologies capable of producing metal with a high degree of purity and structural homogeneity. One of such technologies is electroslag remelting (ESR), which is widely employed for producing high-quality ingots of structural and alloy steels. In the present study, the influence of various heat treatment regimes on the microstructure and hardness of structural steel 45 produced by the electroslag remelting process was investigated. The experimental program included normalization, quenching with cooling in water and oil followed by tempering. Metallographic examinations were carried out using optical microscopy after standard preparation of metallographic specimens and chemical etching. The hardness of the samples was determined using the Rockwell hardness test. It was established that the initial microstructure of the steel after electroslag remelting is characterized by a ferrite-pearlite structure with relatively coarse grains. Normalization leads to the formation of a fine-grained ferrite-pearlite structure with moderate hardness. Water quenching provides the maximum increase in hardness; however, it is accompanied by the development of significant internal stresses and the formation of quenching cracks. The most rational heat treatment regime was found to be oil quenching followed by high tempering, which ensures the formation of tempered martensite (tempered sorbite) and provides an optimal combination of strength and plastic properties of the material. The obtained results can be used in the development and optimization of heat treatment regimes for critical components made of steel 45 produced by the electroslag remelting method.
1. Introduction
In recent years, increasing attention has been paid to improving the production technology of structural steels intended for the manufacture of critical machine components. One of the most effective methods for enhancing metal quality is electroslag remelting (ESR), which significantly reduces the content of non-metallic inclusions, decreases macrosegregation, and ensures a more homogeneous structure of the resulting ingots [1]. Owing to these advantages, ESR technology is widely applied in the production of high-quality steels for power engineering, mechanical engineering, and metallurgical equipment.
A number of studies have demonstrated that electroslag remelting has a pronounced effect on the formation of the metal microstructure. In particular, it has been established that ESR promotes the refinement of austenitic grains and contributes to a more uniform distribution of phase constituents, which positively affects the mechanical properties of steel [2]. In addition, the ESR process provides a higher degree of metal cleanliness, which improves strength and resistance to fracture after subsequent heat treatment [3].
Despite the significant advantages of electroslag remelting technology, the microstructure of the metal after solidification may still be characterized by relatively coarse grains and a pronounced cast structure. Therefore, subsequent heat treatment represents an important stage of the technological process, allowing the regulation of the phase composition and mechanical properties of the material [4].
In recent years, considerable attention has also been devoted to investigating the relationship between the microstructure of steel and its service performance. It has been shown that not only the hardness level but also the morphology of structural constituents determines the wear resistance and durability of machine components [5]. Therefore, the selection of heat treatment conditions should ensure an optimal combination of strength, hardness, and toughness.
Despite the considerable number of studies devoted to the heat treatment of medium-carbon steels, the influence of heat treatment conditions on the structure of steel 45 produced by the electroslag remelting method remains insufficiently investigated. In most published works, either the specific features of ESR technology for other steel grades are considered, or the influence of heat treatment on conventional rolled steels is analyzed without taking into account their electroslag origin [6]. In this regard, the investigation of the microstructure and hardness of steel 45 after electroslag remelting under various heat treatment conditions represents both scientific and practical interest.
2. Materials and methods
The object of the study was structural medium-carbon steel 45 produced by the electroslag remelting (ESR) process. The chemical composition of the investigated steel corresponded to the standard requirements for steel 45 and was characterized by a carbon content of 0.42-0.50 wt.%, silicon 0.17-0.37 wt.%, and manganese 0.50-0.80 wt.%, with limited concentrations of harmful impurities, namely phosphorus and sulfur.
The steel ingots were produced by the electroslag remelting method using a consumable electrode. The process was carried out in a water-cooled mold, where the molten metal, passing through a layer of liquid slag, underwent additional refining. As a result, an ingot with directional solidification and improved metal purity was formed, which is a characteristic feature of electroslag-remelted steels [3, 7].
Table 1Heat treatment conditions applied to the investigated steel 45 sample
No. | Heat treatment condition | Heating temperature, °C | Holding time, min | Cooling medium | Purpose of treatment |
1 | Initial state (after ESR) | – | – | – | Baseline structural condition |
2 | Normalization | 860 | 20 | Air | Grain refinement and formation of a uniform ferrite-pearlite structure |
3 | Quenching | 860 | 20 | Water | Formation of a martensitic structure and maximum hardness |
4 | Quenching | 860 | 20 | Industrial oil | Formation of martensite with reduced internal stresses |
5 | High tempering | 600 | 60 | Air | Reduction of internal stresses and formation of tempered sorbite |
For the experimental investigations, samples with dimensions of 20×20×20 mm were cut from the ingots. In order to evaluate the influence of heat treatment conditions on the microstructure and hardness of the metal, the samples were subjected to normalization, quenching in different cooling media, and subsequent tempering. The parameters of the heat treatment applied to the investigated samples are presented in Table 1. The selection of these regimes was determined by the fact that, for medium-carbon steels, these types of heat treatment have the most significant influence on the formation of microstructure and mechanical properties of the material [8].
The kinetic parameters of the applied heat treatment regimes are visualized through the process contours shown in Fig. 1. The diagram illustrates the heating and austenitization stage at 860 °C with a 20-minute holding time, which was consistent for normalization and quenching cycles.
Fig. 1Heat treatment process contours for ESR steel 45 (ST45-ESR): comparative analysis of temperature-time cycles for normalization, water quenching, and the optimal process path (oil quenching followed by high tempering)
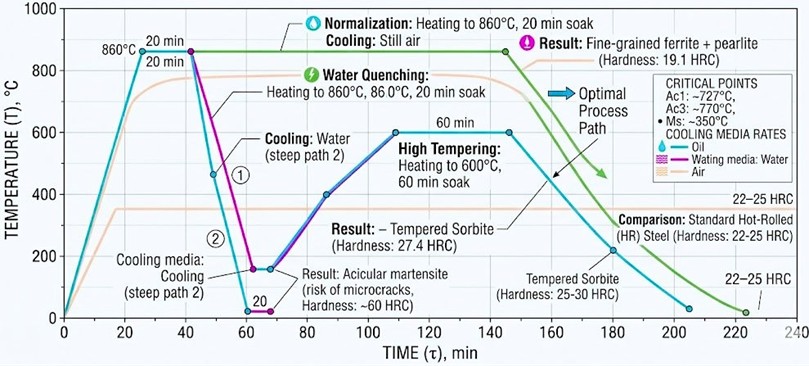
The cooling curves demonstrate the differentiated rates for various media:
– Normalization: characterized by a moderate cooling rate in still air, leading to the formation of a fine-grained ferrite–pearlite structure with a hardness of 19.1 HRC.
– Water Quenching: follows a steep cooling path to achieve maximum hardness (~60 HRC), though at the risk of developing quenching microcracks.
– Optimal Process Path: involves oil quenching followed by a secondary heating cycle to 600 °C for high tempering.
As indicated on the contours, the high tempering stage (60-minute soak) facilitates the decomposition of martensite into tempered sorbite, achieving a stable hardness of 27.4±0.9 HRC. This is notably superior to the 22-25 HRC range typical for standard hot-rolled steel 45 after identical treatment.
Normalization was carried out at a temperature of 860 °C with a holding time of 20 min. After heating, the samples were cooled in still air. This treatment regime ensures the recrystallization of austenite and the formation of a finer-grained ferrite-pearlite structure.
Quenching was performed at an austenitizing temperature of 860 °C with a holding time of 20 min. After heating, the samples were cooled in two different media – water and industrial oil. The use of different cooling media made it possible to evaluate the influence of cooling rate on the formation of a martensitic structure and the hardness level of the metal. It is well known that the cooling intensity significantly affects the nature of phase transformations and the formation of martensite in medium-carbon steels [9, 10].
After quenching, the samples were subjected to high tempering at a temperature of 600 °C with a holding time of 60 min. Tempering was performed in order to reduce internal stresses and stabilize the structure. During tempering, martensite decomposes and more equilibrium structural constituents, such as tempered sorbite or troostite, are formed, which provide an optimal combination of strength and ductility in steel.
Metallographic investigations were carried out using optical microscopy. The preparation of metallographic specimens included sequential grinding, mechanical polishing, and chemical etching. A 5 % solution of nitric acid in ethanol was used as the etchant, which is widely applied for revealing the microstructure of carbon steels. Microstructural analysis was performed at magnifications ranging from ×200 to ×1000.
Hardness measurements were performed using the Rockwell method on a stationary hardness tester with a diamond indenter according to the HRC scale. The applied load was 150 kgf, with a holding time under load of 10-15 s. The Rockwell method is one of the most widely used techniques for determining the hardness of structural steels and is commonly employed in materials science studies.
To increase the reliability of the results, several hardness measurements were carried out for each sample, after which the average value was determined. The obtained results made it possible to establish the relationship between heat treatment conditions, microstructure, and hardness of the steel.
A distinctive feature of the applied experimental methodology is the comprehensive investigation of the influence of various heat treatment conditions on the structure and hardness of steel 45 produced specifically by the electroslag remelting process. In contrast to most published studies, which consider either electroslag-remelted steels of other grades or the heat treatment of conventional rolled medium-carbon steels, the present work provides a comparative analysis of structural transformations during normalization, water quenching, oil quenching, and subsequent high tempering. This approach made it possible to assess the influence of cooling intensity on the formation of martensitic structures and to determine a rational heat treatment regime for electroslag-remelted steel 45.
3. Results and discussion
The microstructural analysis of the investigated steel 45 in the initial condition after electroslag remelting revealed that the metal is characterized by a ferrite-pearlite microstructure. Pearlite is present in the form of lamellar colonies uniformly distributed within the ferritic matrix. At the same time, relatively coarse grains are observed, which is associated with the specific features of metal crystallization during the electroslag remelting process (see Fig. 2). Despite the high metal purity resulting from the refining effect of the slag bath, the microstructure of the ingot in the initial condition retains characteristics typical of cast metal.
The formation of such a microstructure can be explained by the directional solidification of the melt in a water-cooled mold. During the ESR process, the metal solidifies gradually from the bottom upward, which promotes the formation of columnar crystals and relatively coarse grains. These microstructural features are typical of electroslag-remelted steels and have been reported in a number of studies [1, 2]. At the same time, the high metal purity and the reduced content of non-metallic inclusions create favorable conditions for subsequent modification of the microstructure during heat treatment.
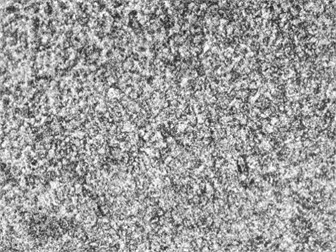
After normalization at a temperature of 860 °C, significant changes in the microstructure are observed. As a result of austenitization, pearlitic colonies dissolve and a homogeneous austenitic structure is formed. During subsequent cooling in air, the austenite decomposes, resulting in the formation of a fine-grained ferrite–pearlite microstructure. The pearlite colonies become more dispersed, and the distribution of ferrite within the structure becomes more uniform (see Fig. 3).
Hardness measurements showed that after normalization the average hardness value was 18-20 HRC. These values correspond to the ferrite-pearlite microstructure typical of medium-carbon steels after normalization. Although the hardness level is relatively low, this treatment provides good ductility and toughness of the metal.
The most significant microstructural changes were observed after quenching. When the samples were cooled in water, the cooling rate increased sharply, leading to the formation of a martensitic structure. Martensite represents a supersaturated solid solution of carbon in -iron, characterized by a high density of crystal lattice defects and a significant level of internal stresses.
Metallographic analysis showed that the microstructure of the steel after water quenching consists predominantly of needle-like martensite with small areas of retained ferrite. Such a structure exhibits high dispersion and provides a significant increase in the hardness of the metal. Hardness measurements demonstrated that the hardness of the samples after water quenching reached 58-60 HRC. These values correspond to the martensitic state of medium-carbon steels.
Fig. 2Ferrite-Pearlite Microstructure of Steel 45 After Electroslag Remelting (×200). Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS 2026
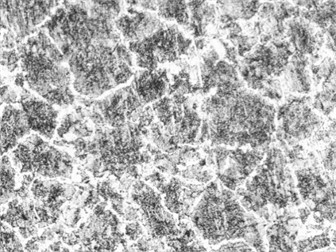
Fig. 3Ferrite-Pearlite Microstructure of Steel 45 After Normalization (×200). Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS 2026
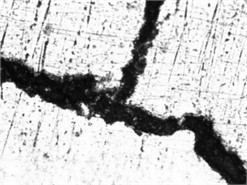
However, the high cooling rate during water quenching is accompanied by the formation of considerable internal stresses. This is associated with the fact that the martensitic transformation is accompanied by an increase in the volume of the crystal lattice. As a result, significant structural stresses arise in the metal, which may lead to the formation of microcracks. During metallographic examination, microdefects typical of quenching stresses were detected in some samples. The visual evidence of these thermal-structural instabilities is presented in Fig. 4. The micrograph clearly demonstrates the presence of quenching microcracks, which predominantly propagate along the boundaries of the former austenitic grains. Such defects are the direct result of the high cooling rate in water, which induces volumetric changes during the martensitic transformation that exceed the local strength of the ESR steel matrix.
Fig. 4Quenching microcracks in Steel 45 produced by ESR after water quenching from 860 °C (×400). Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS 2026

In this regard, the selection of the cooling medium plays an important role. Oil quenching is characterized by a milder cooling regime compared to water. As a result, the rate of phase transformations decreases and the level of internal stresses in the metal is reduced.
After oil quenching, the microstructure of the steel is also represented by martensite; however, the morphology of the martensitic needles is more uniform and exhibits lower internal stresses. The acicular structure is less pronounced, and the distribution of phases is more homogeneous. Hardness measurements showed that the hardness of the samples after oil quenching was 48-50 HRC.
Despite a slight decrease in hardness compared to water quenching, oil quenching provides a more stable structural state of the metal. These results are consistent with data reported in several studies indicating that a reduction in cooling intensity decreases the probability of crack formation and improves the technological reliability of heat treatment.
To reduce internal stresses and improve the plastic properties of the steel, high tempering at a temperature of 600 °C was performed after quenching. During tempering, the supersaturated martensite decomposes and carbide phases precipitate. As a result, a tempered sorbite structure is formed, consisting of a fine dispersed mixture of ferrite and cementite (see Fig. 5).
Fig. 5Tempered sorbite microstructure of steel 45 after high tempering (×200). Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS 2026
Microstructural investigations showed that after tempering the acicular martensitic structure almost completely disappears, and the metal structure becomes more uniform and stable. Fine dispersed carbide precipitates are observed within the ferritic matrix, uniformly distributed throughout the metal volume.
Hardness measurements demonstrated that after tempering the hardness of the samples decreases to 25-30 HRC. The hardness values obtained after different heat treatment conditions are presented in Table 2. Despite the reduction in hardness, the plastic properties and resistance to brittle fracture are significantly improved. Such changes in properties are associated with a decrease in dislocation density and the redistribution of carbide phases during the tempering process.
Table 2Hardness values of steel 45 obtained after different heat treatment conditions
No. | Heat Treatment Condition | Microstructural state | Hardness, HRC |
1 | Initial state (after ESR) | Ferrite + pearlite | 17.2 ± 0.6 |
2 | Normalization (860 °C, air cooling) | Fine-grained ferrite–pearlite structure | 19.1 ± 0.5 |
3 | Water quenching (860 °C) | Acicular martensite | 59.3 ± 0.8 |
4 | Oil quenching (860 °C) | Martensite | 49.2 ± 0.7 |
5 | Oil quenching + high tempering (600 °C, 1 h) | Tempered sorbite | 27.4 ± 0.9 |
To address the comparative efficiency of the electroslag remelting (ESR) process, the obtained hardness results were compared with data for standard hot-rolled steel 45 after identical heat treatment. While conventional rolled steel typically reaches a hardness of 22-25 HRC after high tempering at 600 °C, the investigated ESR steel 45 samples exhibited a higher and more consistent hardness of 27.4±0.9 HRC. This difference is primarily due to the refining effect of the slag bath during the ESR process, which significantly reduces the content of non-metallic inclusions and decreases macrosegregation. The resulting structural homogeneity and metal purity facilitate a more uniform distribution of fine-dispersed carbides within the ferritic matrix, providing enhanced dispersion hardening compared to standard medium-carbon steels.
A comparative analysis of the different heat treatment conditions shows that water quenching provides the maximum hardness values; however, it is accompanied by a higher level of internal stresses and an increased risk of crack formation. Oil quenching results in slightly lower hardness, but it is characterized by a more favorable structural state of the metal.
Thus, the conducted investigations demonstrate that the most rational heat treatment regime for steel 45 produced by the electroslag remelting process is oil quenching followed by high tempering. This treatment ensures the formation of a stable tempered martensite structure and provides an optimal combination of hardness, strength, and ductility of the metal.
The obtained results confirm that the features of the initial microstructure of electroslag-remelted steel have a significant influence on phase transformation processes during heat treatment. The identified regularities can be used in the development and optimization of technological heat treatment regimes for machine components manufactured from steel 45 by the electroslag remelting method.
It should be noted that while the experimental investigations were conducted on laboratory samples with dimensions of 20×20×20 mm, the established regularities provide a fundamental basis for the heat treatment of large-scale industrial components, such as the large-scale pinion shafts mentioned in the keywords. In massive components, the cooling rate in the core will naturally be lower than in small samples due to the mass effect. However, the high purity and structural homogeneity of ESR steel 45 identified in this study suggest a more uniform hardenability throughout the cross-section compared to conventional steel. The preference for oil quenching over water quenching is even more critical for large-scale parts to prevent macro-cracking and ensure structural integrity while maintaining the optimal combination of hardness and ductility provided by the tempered sorbite structure.
4. Conclusions
1) The influence of various heat treatment conditions on the microstructure and hardness of steel 45 produced by the electroslag remelting (ESR) process was investigated. It was established that in the initial state the metal is characterized by a ferrite-pearlite microstructure with relatively coarse grains formed during directional solidification in the ESR process.
2) It was shown that normalization at 860 °C leads to grain refinement and the formation of a more uniform ferrite–pearlite structure. The hardness of the steel after normalization is 18-20 HRC, which corresponds to the structural state typical of medium-carbon steels after this treatment.
3) Water quenching was found to promote the formation of a martensitic structure and provides the maximum hardness values of 58-60 HRC. However, the high cooling rate is accompanied by significant internal stresses and may lead to the formation of microcracks in the metal structure.
4) Oil quenching results in a more uniform martensitic structure and provides hardness values in the range of 48-50 HRC. At the same time, the reduced cooling intensity decreases internal stresses and improves the technological reliability of the heat treatment process.
5) High tempering at 600 °C leads to the decomposition of martensite and the formation of a tempered sorbite structure. After tempering, the hardness decreases to 25-30 HRC, while the plastic properties and structural stability of the metal significantly improve.
6) The most rational heat treatment regime for steel 45 produced by electroslag remelting is oil quenching followed by high tempering. This treatment ensures the formation of a stable tempered martensite structure and provides an optimal combination of hardness, strength, and ductility of the material.
References
-
A. Mitchell, “Electroslag remelting processes and applications,” Ironmaking and Steelmaking, Vol. 42, No. 5, pp. 321–326, 2015.
-
M. Ali, D. Porter, J. Kömi, M. Eissa, H. El Faramawy, and T. Mattar, “The effect of electroslag remelting on the microstructure and mechanical properties of CrNiMoWMnV ultrahigh-strength steels,” Metals, Vol. 10, No. 2, p. 262, Feb. 2020, https://doi.org/10.3390/met10020262
-
S. J. Galpin, H. Fenech, and P. Baines, “Microstructure phenomena during manufacture of large steel forgings: a review,” Materials at High Temperatures, Vol. 39, No. 2, pp. 87–102, 2022.
-
X. Su et al., “Comparative analysis of tribological behavior of 45 steel under dry sliding and oil lubrication conditions,” Applied Sciences, Vol. 14, No. 13, p. 5942, 2024.
-
X. Wang, X. Shi, Y. Hui, B. Chen, B. Gan, and J. Shen, “Mechanical behavior and strengthening mechanism of a fine-grained medium carbon steel produced via cyclic oil quenching,” Materials Science and Engineering: A, Vol. 866, p. 144669, 2023, https://doi.org/10.1016/j.msea.2023.144669
-
T. S. Thomas and B. A. Stein, “Mechanical property characterization of electroslag remelted steels,” Journal of Materials Engineering, Vol. 11, No. 2, pp. 151–158, 1989.
-
G. E. Totten, Steel heat treatment. Boca Raton: CRC Press, 2006, p. 848, https://doi.org/10.1201/nof0849384523
-
H. K. D. H. Bhadeshia and R. Honeycombe, Steels: Microstructure and Properties. Oxford: Butterworth-Heinemann (Elsevier), 2017, p. 514.
-
J. Hájek, Z. Dlouha, and V. Průcha, “Comparison of industrial quenching oils,” Metals, Vol. 11, No. 2, p. 250, 2021, https://doi.org/10.3390/met11020250
-
O. Haiko et al., “The effect of tempering on the microstructure and mechanical properties of a novel 0.4C press-hardening steel,” Applied Sciences, Vol. 9, No. 20, p. 4231, 2019, https://doi.org/10.3390/app9204231
About this article

The authors have not disclosed any funding.
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
The authors declare that they have no conflict of interest.
