Abstract
The application of tunnel slag in shotcrete effectively addresses resource and environmental issues arising from the accumulation of excavated material. However, the high content of slag aggregate stone powder and the rough surface will lead to poor performance of shotcrete. In this paper, the effects of different dosages of silica fume (SF) and polypropylene fiber (PPF) on the workability, mechanical properties and impermeability of shotcrete were studied to determine the optimal dosage. The results showed that the incorporation of SF improves the mechanical properties of shotcrete, and the 28 d compressive strength and splitting tensile strength increase by 20.9 % and 21.4 %, respectively. The incorporation of PPF improves the workability of shotcrete mixture. However, too high fiber content will lead to fiber agglomeration, which affects the bonding between aggregates and has an adverse effect on strength. The optimum content of SF and PPF is 2.5 % and 2 kg/m3 respectively. The synergistic effect of SF and PPF improves the performance of shotcrete. The 28 d compressive strength (CS) and splitting tensile strength (STS) of tunnel slag-based shotcrete (TSBS) increased by 21.9 % and 25 %, respectively, and the average water seepage height reduced by 41.4 %.
1. Introduction
With the continuous development of transportation infrastructure, the proportion of tunnels in mountainous regions has increased significantly. In certain areas, tunnels in newly constructed highway and railway projects account for more than 80 % of the total route length [1]. The expansion of tunnel construction has resulted in a substantial increase in slag production, thereby posing challenges for its effective disposal. Tunnel slag (TS) is commonly treated as waste and disposed of through stacking or landfilling, which not only occupies land resources but also leads to environmental pollution [2-3]. Meanwhile, the growing demand for sand and gravel aggregates in engineering construction, combined with restrictions on natural aggregate mining, has led to a shortage of high-quality natural sand [4-5]. The reuse of TS as recycled aggregate in shotcrete facilitates the efficient utilisation of solid waste resources and contributes to achievin carbon peaking and carbon neutrality targets.
At present, the application potential of TS as concrete aggregate has been extensively researched by scholars. Mutaz et al. [6] evaluated the mechanical strength and crack initiation behaviour of shotcrete with varying cement-to-limestone mass ratios. The results showed that increasing limestone aggregate content elevated the crack initiation stress, thereby reducing the risk of spalling during construction. Alnuaim et al. [7] investigated the feasibility of using TBM-crushed stone in base courses and found that replacing 5-10 % of natural aggregate with a mixture of 3/8-inch aggregate and limestone powder is feasible. Feng et al. [8] employed numerical simulation to analyse the mechanical properties of TSBS concrete. The results indicated that under high strain rates, both CS and STS increased with increasing TS content, and the optimal replacement rate was determined to be 40 %. Sun et al. [3] conducted laboratory tests on shotcrete with TS coarse aggregate replacement ratios ranging from 10 % to 35 %. The results showed a gradual decrease in compressive strength with increasing replacement ratio. When the replacement ratio reached 30 %, the 1-day compressive strength approached the critical value specified in relevant standards. Therefore, the replacement ratio should be controlled below 30 %.
The TS is screened and then mechanically crushed to produce manufactured sand. Compared to natural sand, manufactured sand exhibits a higher content of fine particles and poorer particle gradation, which can lead to diminished workability and mechanical properties in shotcrete [9-10]. Xiao [11] reported that the workability of shotcrete improves significantly with increasing fly ash content. In practical applications, replacing 20 % of cement with fly ash can effectively enhance performance while reducing costs. Alnuaim et al. [12] further demonstrated that thermal treatment of aggregates can mitigate the loss of compressive strength associated with TS aggregates. Zhang et al. [13] incorporated polyformaldehyde fibres and an alkali-free liquid accelerator based on a reference mix, achieving a rebound rate of 11.3 %. Chen et al. [14] reused TS generated from artificial sand production to prepare wet-mixshotcrete. The results indicated that both compressive strength and slump decreased with increasing TS content, while the optimal replacement rate was 75 %. Field spraying tests confirmed that both compressive strength and rebound rate satisfied standard requirements.
To address the issue of suboptimal performance in TSBS. This study analysed the influence of varying proportions of SF and PPF on the performance characteristics of TSBS, using slump, compressive strength, splitting tensile strength, and average water penetration height as key indicators. The optimum dosage is determined by combining the workability, mechanical properties and impermeability. Finally, the optimal dosage was mixed to test the performance of TSBS.
2. Materials and methods
2.1. Materials
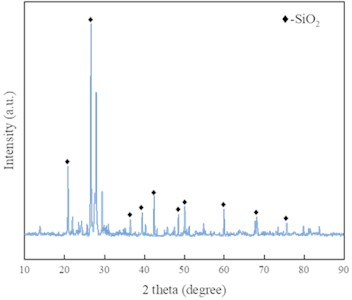
The cement employed in this study was P·O 42.5 ordinary Portland cement, and its chemical composition is as shown in Table 1. The fine aggregate is river sand, with a particle size distribution corresponding to Zone II and a fineness modulus of 2.76. Coarse aggregates comprise 5-10 mm natural aggregates and TS aggregates. XRF test results for TS are presented in Table 1, with the XRD spectrum shown in Fig. 1.
Table 1The chemical composition of TS
Element | SiO2 | TiO2 | Al2O3 | Fe2O3 | MnO | MgO | CaO | Na2O | K2O | P2O5 | LOI | TOTAL |
Content/% | 63.35 | 0.27 | 10.66 | 1.69 | 0.09 | 0.86 | 8.47 | 4.13 | 3.05 | 0.10 | 7.21 | 99.88 |
Fig. 1The XRD pattern of TS
2.2. Shotcrete mix proportions
This experiment designed C30 TSBS, analysing the influence patterns of PPF and SF admixture content on the performance of the shotcrete. The admixture ratios for water-reducing agent and accelerator were 1 % and 3 % respectively. The TSBS mix proportions are shown in Table 2.
Table 2The mix proportions of TSBS (kg/m³)
Group number | P·O 42.5 | Water | natural aggregate | TS | Sand | PPF | SF |
RS | 430 | 215 | 624 | 208 | 830 | 0 | 0 |
S-1 | 430 | 215 | 624 | 208 | 830 | 0 | 10.75 |
S-2 | 430 | 215 | 624 | 208 | 830 | 0 | 21.5 |
S-3 | 430 | 215 | 624 | 208 | 830 | 0 | 43 |
P-0.5 | 430 | 215 | 624 | 208 | 830 | 0.5 | 0 |
P-1 | 430 | 215 | 624 | 208 | 830 | 1 | 0 |
P-1.5 | 430 | 215 | 624 | 208 | 830 | 1.5 | 0 |
P-2 | 430 | 215 | 624 | 208 | 830 | 2 | 0 |
PSS | 430 | 215 | 624 | 208 | 830 | 1 | 2.5 |
Note: RS denotes reference shotcrete. S-1, S-2 and S-3 represent shotcrete with 2.5%, 5% and 10% SF respectively. P-0.5, P-1, P-1.5 and P-2 denote shotcrete containing 0.5%, 1%, 1.5% and 2% PPF reinforcement respectively. PSS denotes shotcrete incorporating a blend of SF and PPF | |||||||
3. Test methods
The slump test method complies with the current standard GB/T 50080-2002. Three parallel tests were conducted for each batch, and the average value was adopted. Cube specimens measuring 100×100×100 mm were fabricated in accordance with GB/T 50081-2019 for testing compressive strength and splitting tensile strength. Both compressive strength and splitting tensile strength were tested with three specimens per group, and the average value was taken as the test result. According to the requirements of GB/T 50082-2024, a 175 mm×185 mm×150 mm truncated cone specimen was prepared for impermeability test. The permeability performance test employs the penetration height method. Six specimens were used in each group for the impermeability test, and the average penetration height was adopted as the test result.
4. Results and discussions
4.1. Slump
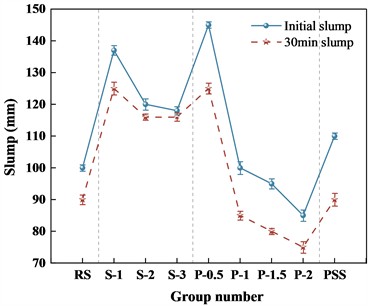
The slump values of sprayed concrete with different mix proportions are shown in Fig. 2. As demonstrated by samples S-1 to S-3, the incorporation of SF improves the workability of the concrete mix. As the silica fume (SF) content increases, the slump of the concrete mixture decreases, while slump loss is reduced. This behaviour is attributed to the large specific surface area of SF, which enhances water absorption and increases mixture cohesion. Consequently, this reduces both the slump value and the slump loss. From P-0.5 to P-2, it can be observed that as the PPF content increases, the slump of TSBS gradually decreases, and slump loss progressively diminishes. The slump of the P-1 group decreased significantly, showing a reduction of 31 % compared to the P-0.5 group. In addition, polypropylene fibre (PPF) can adsorb water within the mixture, resulting in the cement paste being wrapped around the fibers. Consequently, the amount of free cement paste available for lubrication between aggregates decreases, leading to a reduction in slump. Excessive fibre content may also cause fibre agglomeration, further impairing workability. However, the slump results of the PSS group indicate that SF can partially compensate for the reduction in workability induced by PPF.
Fig. 2The slump of TSBS (Note: RS denotes reference shotcrete)
4.2. Mechanical properties
The CS and STS of TSBS with different mix proportions are shown in Fig. 3. The incorporation of SF can significantly enhance the mechanical strength of TSBS. When the SF content is 2.5 %, the shotcrete exhibits the highest CS and STS. As shown in Fig. 3(a), the CSs of the S-1 group at 1 d, 7 d and 28 d increased by 59.6 %, 41.7 % and 20.9 % respectively compared to the RS group. Compared with the RS group, the STS of the S-1 group at 1 d, 7 d and 28 d in Fig. 3(b) increased by 25 %, 8.3 % and 21.4 % respectively. The influence of SF on the strength of shotcrete is attributed to both the micro-filling effect and the pozzolanic reaction. SF consists of ultra-fine spherical particles with a high specific surface area, allowing it to effectively fill internal voids and enhance the compactness of the matrix. In addition, SiO2 in SF reacts with CH to form C-S-H gel, thereby promoting cement hydration. The generated C-S-H gel further fills internal pores, improving density and enhancing mechanical strength.
Fig. 3The strength of TSBS
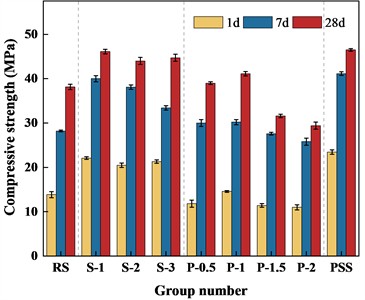
a) The compressive strength
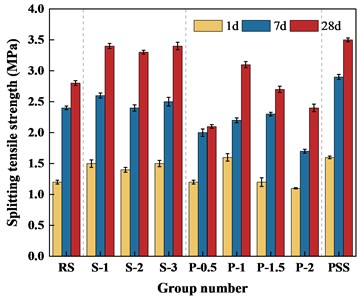
b) The splitting tensile strength
As shown in Fig. 3 for P-0.5 to P-2, PPF enhance the mechanical strength of shotcrete. With the increase of fiber content, the CS and STS of shotcrete at 1 d, 7 d and 28 d increased first and then decreased. When the content of polypropylene fiber is 1.0 kg/m3 (P-1), the strength of each age reaches the maximum. From Fig. 3(a), the CSs of the P-1 group at 1 d, 7 d and 28 d increased by 5.3 %, 7.0 % and 7.8 % respectively compared to the RS group. The incorporation of PPF effectively inhibits crack propagation within concrete, enhances structural integrity, and improves compressive strength. From Fig. 3(b), the STS of the P-1 group at 1 day, 7 days and 28 d increased by 33.3 %, 20 % and 10.7 % respectively compared to the RS group. Fibres act as crack-bridging elements, delaying crack development and transforming macrocracks into distributed microcracks. During crack propagation, fibres are gradually pulled out from the matrix, dissipating energy and significantly improving toughness. However, excessive fibre content may lead to fibre agglomeration, weakening the bond between aggregates and negatively affecting strength.
As shown in Fig. 3, the mechanical strength of TSBS incorporating both SF and PPF is higher than that of the control group and mixtures containing SF or PPF alone. Compared with the control group, the PSS group exhibited increases of 21.9 % and 25 % in CS and STS at 28 days, respectively. Therefore, the addition of SF and PPF constitutes a significant measure for enhancing the mechanical strength of TSBS.
4.3. Impermeability
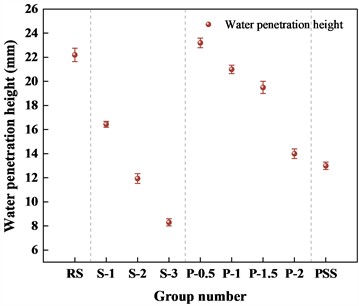
From S-1~S-3 in Fig. 4, it can be seen that the impermeability of concrete increases with the incorporation of SF. As the proportion of SF increases, the average penetration height gradually decreases, meaning that higher proportions result in improved concrete impermeability. At a SF dosage of 2.5 %, the average penetration height was 16.45 mm, representing a 25.9 % reduction compared to the control group. SF particles are fine and possess a large specific surface area, enabling them to fill the micro-voids between cement particles effectively. Moreover, the high reactivity of SF allows SiO₂ to participate in hydration reactions, producing additional hydration products that further densify the concrete matrix. As shown in P-1 to P-2, when the PPF content is 0.5 kg/m3, the average penetration height increases. When the PPF content exceeds 1 kg/m³, the average penetration height gradually decreases as the fibre content increases. Moreover, when the PPF content is 1.5 kg/m, the average penetration height is significantly reduced. At a PPF dosage of 2.0 kg/m3, the average penetration height was 14.0 mm. The incorporation of PPF restricts crack development, refines the microstructure, and improves impermeability. As indicated by the PSS results, the impermeability of shotcrete containing both SF and PPF is enhanced compared to that of RS and mixtures containing PPF alone. The average permeability height of the PSS group was 13 mm, representing a 41.4 % reduction compared to the control group. This demonstrates that the combined addition of SF and PPF can significantly enhance the impermeability of TSBS.
Fig. 4The water penetration height of TSBS
5. Conclusions
This paper investigates the effect of SF and PPF content on the performance of TSBS. The optimum dosage of silica fume and polypropylene fibres was determined based on workability, mechanical properties, and impermeability performance. The optimal proportions of SF and PPF were then blended together to investigate the performance of the TSBS. The principal conclusions of this study are as follows.
1) The micro-aggregate effect and pozzolanic effect of SF can significantly improve the mechanical strength of TSBS. However, excessive amounts of SF can adversely affect the workability of TSBS.
2) The PPF act as a bridge across cracks, significantly improving the mechanical properties of shotcrete. However, excessive fiber content may cause fiber agglomeration and reduce the mechanical strength. Furthermore, PPF improve STS more effectively than CS.
3) This study focuses on the development and application of ecological shotcrete with partial tunnel slag replacement. It can provide strong support for the resource utilization of tunnel muck and ecological protection in mountain tunnel construction in China.
References
-
Z. Yuan et al., “Review on resources comprehensive utilization of tunnel muck in building materials,” (in Chinese), Bulletin of the Chinese Ceramic Society, Vol. 39, No. 8, pp. 2468–2475, Aug. 2020, https://doi.org/10.16552/j.cnki.issn1001-1625.2020.08.014
-
W. Li and M. An, “Research on the characteristics and engineering applications of recycled aggregate concrete from tunnel debris under multi-factor coupling,” Highway, Vol. 70, No. 11, pp. 337–344, Nov. 2025.
-
Z. Sun et al., “Development and application of ecological early strength shotcrete partially prepared by rock debris,” Tunnel Construction, Vol. 43, No. S2, pp. 41–47, Feb. 2023.
-
J. Zeng et al., “Experimental study on adhesion performance of tunnel slag fine aggregate concrete and steel bars,” Concrete, No. 11, pp. 156–162, Nov. 2025.
-
L. Liu, S. Zhao, and S. Wang, “Study of the mix design of manufactured sand concrete considering the stone powder content,” Journal of Materials in Civil Engineering, Vol. 36, No. 11, Nov. 2024, https://doi.org/10.1061/jmcee7.mteng-17439
-
E. Mutaz, M. Dafalla, A. M. Al-Mahbashi, and M. Serati, “Utilizing crushed limestone as a sustainable alternative in shotcrete applications,” Materials, Vol. 17, No. 7, p. 1486, Mar. 2024, https://doi.org/10.3390/ma17071486
-
A. Alnuaim, A. M. Al-Mahbashi, and M. Dafalla, “Utilizing tunnel boring machine (TBM)-crushed limestone as a construction material,” Materials, Vol. 15, No. 21, p. 7569, Oct. 2022, https://doi.org/10.3390/ma15217569
-
T. Feng, Y. Zhang, H. Chen, and J. Jiang, “Mesoscopic numerical simulation of the dynamic mechanical behavior of concrete containing tunnel slag aggregates,” Results in Engineering, Vol. 28, p. 108295, Dec. 2025, https://doi.org/10.1016/j.rineng.2025.108295
-
Y. Fang, X. Wang, W. Li, L. Dong, C. Liang, and X. Fang, “Bond-slip behavior and constitutive model of high-strength concrete with tunnel slag aggregates and steel bars,” Railway Engineering, Vol. 66, No. 2, pp. 123–130, Feb. 2026.
-
Q. Wu, S. Zhao, W. Wang, M. Qiao, J. Chen, and S. Du, “Preparation and durability study of C30 tunnel slag mechanized sand sprayed concrete,” Concrete, No. 8, pp. 164–169, Aug. 2025.
-
S. Xiao, “Effect of fly ash content on performance of tunnel sand shotcrete,” (in Chinese), Value Engineering, Vol. 43, No. 7, pp. 117–119, Jul. 2024, https://doi.org/10.3969/j.issn.1006-4311.2024.07.037
-
A. Alnuaim, Y. M. Abbas, and M. Iqbal Khan, “Sustainable application of processed TBM excavated rock material as green structural concrete aggregate,” Construction and Building Materials, Vol. 274, p. 121245, Mar. 2021, https://doi.org/10.1016/j.conbuildmat.2020.121245
-
W. Zhang, R. Hao, Z. Men, J. He, Y. Zhang, and W. Hu, “Optimizing recycled tunnel boring machine (tbm)-excavated materials as aggregates in shotcrete mix design,” Buildings, Vol. 15, No. 9, p. 1483, Apr. 2025, https://doi.org/10.3390/buildings15091483
-
P. Chen, L. Zhang, Y. Wang, Y. Fang, F. Zhang, and Y. Xu, “Environmentally friendly utilization of coal gangue as aggregates for shotcrete used in the construction of coal mine tunnel,” Case Studies in Construction Materials, Vol. 15, p. e00751, Dec. 2021, https://doi.org/10.1016/j.cscm.2021.e00751
About this article

The authors have not disclosed any funding.
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
The authors declare that they have no conflict of interest.
