Abstract
Enhancing the mechanical properties of guide shoes in ball rolling mills (BRM) directly contributes to increasing the service life of these components. This study examines various methods for improving durability, ranging from hard facing with wear-resistant alloys to optimizing heat treatment parameters and replacing conventional Grade 45 structural steel with alloyed wear-resistant grades. The research focuses on the surface hardening of Grade 45 steel guide shoes using liquid ferritic nitrocarburizing (carbonitriding) and evaluates the potential of replacing them with 55Cr2MoL alloy steel. The relevance of this work is driven by increasing requirements for the operational resource of rolling equipment under conditions of higher rolling speeds and more severe operating environments. Based on the analysis of the base material properties and thermal strengthening results, changes in strength, hardness, and wear resistance of the guiding elements were evaluated under various processing regimes. Comparative analysis between Grade 45 steel and chromium-molybdenum steels allowed for assessing their potential as alternative materials for guide units. It is demonstrated that the implementation of Cr-Mo steels can significantly increase the unit's resource and operational reliability due to their superior resistance to abrasive wear and thermal loads. The findings of this study can be applied to the modernization of ball rolling mills and the selection of structural materials for equipment operating under combined thermal and mechanical stress.
1. Introduction
Liquid ferritic nitrocarburizing (carbonitriding) is a thermochemical surface hardening process involving the heating and immersion of steel into a molten salt bath of potassium cyanate KOCN and potassium carbonate K2CO3. The process is typically conducted at temperatures ranging from 570 to 580 °C with a holding time of approximately two hours. During this treatment, the metal surface is simultaneously saturated with nitrogen and carbon, resulting in the formation of a strengthened diffusion layer. The final depth of the hardened layer depends on the specific requirements for the component; however, the diffusion rate gradually decreases as the steel's crystal lattice becomes saturated with interstitial nitrogen and carbon atoms.
For high-alloy tool steels, the characteristic depth of the diffusion layer ranges from 0.05 to 0.12 mm, while for carbon steels, it reaches between 0.1 and 0.6 mm. Nitrocarburizing significantly enhances the mechanical properties of the steel, including surface hardness, tensile strength, and wear resistance, without increasing the brittleness of the treated part [1].
Replacing conventional Grade 45 structural steel with a chromium-molybdenum alloy can substantially improve the operational performance of guide shoes due to its superior wear resistance. In this study, a 55CrMoL (55ХМL) alloy was experimentally developed, and an optimized heat treatment regime was established [2,3].
2. Materials and methods
2.1. Material characterization
The primary object of this study was Grade 45 medium-carbon structural steel, traditionally used for the manufacturing of guide shoes. For comparative analysis, a 55Cr2MoL (55Х2МL) chromium-molybdenum alloy steel was developed and subjected to multi-stage heat treatment. The initial microstructure of the Grade 45 steel consisted of a ferrite-pearlite matrix.
2.2. Liquid ferritic nitrocarburizing process
Traditional carbonitriding processes frequently employ cyanide-based salts, such as NaCN and KCN, which are characterized by extreme toxicity and necessitate sophisticated effluent neutralization systems and rigorous personnel protection protocols. In contrast, the salt bath utilized in this study – comprising a mixture of urea CO(NH2)2 and potash K2CO3 – represents an inorganic, cyanide-free medium. This composition is environmentally benign, as its decomposition products do not yield free cyanides. Consequently, this approach facilitates the simplified disposal of spent salts and substantially mitigates occupational health risks for operators in both laboratory and industrial environments [4].
The specific composition and proportions of the reagents are detailed in Table 1.
Table 1Composition of reagents for the ferritic nitrocarburizing process
Components | Quantity, g | Proportion, % | Function / Diffusion into metal |
Urea - CO(NH2)2 | 330 | 55 | Nitrogen source |
Potash – K2CO3 | 270 | 45 | Carbon source |
TOTAL | 600 | 100 |
The experimental procedure was carried out in several stages:
1) Preparation: Reagents were precisely weighed using laboratory scales and thoroughly mixed in a titanium crucible (see Fig. 1).
2) Preheating: The mixture and the steel specimens were placed in a muffle furnace. Specimens were preheated to 580 °C to remove surface moisture and prevent thermal shock upon immersion (see Fig. 2).
Fig. 1Loading of urea and potash (600 g) into the titanium crucible. Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS 2026

Fig. 2Heating process of salts and specimens in the muffle furnace. Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS 2026
3) Saturation: Once the salt mixture reached a fully molten state, the specimens were immersed in the melt for a duration of 2 hours at a stabilized temperature of 580 °C. Oxygen was continuously injected into the melt to accelerate the chemical reactions (see Fig. 3).
Fig. 3Immersion of specimens into the molten salt bath. Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS 2026

4) Quenching and Cleaning: Following the 2-hour exposure, the specimens were quenched in oil to fix the nitrogen-enriched surface layer. Post-treatment cleaning involved water washing and mechanical polishing to remove residual soot and salts reactions (see Fig. 4, 5).
Fig. 4Oil quenching process. Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS 2026


Fig. 5Carbonitrided specimens. Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS 2026

The decomposition reactions of urea and potash, as well as the surface hardening reactions of the steel [5], are presented in Table 2.
2.3. Multi-stage heat treatment of 55Cr2MoL steel
The double quenching process for 55Cr2MoL (55Х2МЛ) steel is employed to refine the austenite grain size, which may have coarsened during casting or preliminary processing. The primary cycle, consisting of quenching followed by high-temperature tempering, prepares the microstructure by relieving internal stresses and eliminating chemical inhomogeneity. The secondary quenching cycle, concluded with a lower final tempering temperature of 500 °C, facilitates the formation of fine-grained tempered sorbite along with the precipitation of secondary chromium and molybdenum carbides. This multi-stage regime ensures an optimal synergy of high hardness (456 HB) and superior impact toughness (880 kJ/m2), characteristics that are unattainable through a single-stage heat treatment.
Table 2Chemical reactions in the salt melt
No | Interaction of components in the melt |
1 | |
2 | |
3 | |
4 | |
*The formation of the Fe(C,N) carbonitride phase through these reactions is the primary mechanism for the observed increase in surface hardness and wear resistance | |
2.4. Testing and Analysis
Hardness measurements were performed using the Rockwell (HRC) and Brinell (HB) scales. Tensile tests were conducted to determine ultimate strength and elongation. Wear resistance was evaluated under abrasive conditions using the Brinell-Haworth (BR-HV) scheme, utilizing actual mineral abrasives from the Kalmakyr mine to simulate real operating conditions (see Table 3). Based on the experimental data presented in the Table 3, a comparative chart was constructed to illustrate the dependence of the wear rate on the various surface hardening and alloying methods (see Fig. 6). The untreated Grade 45 steel served as the control baseline for evaluating the relative improvement in wear resistance.
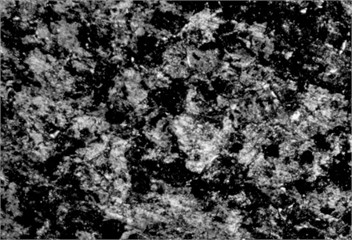
Microstructural analysis was performed using optical microscopy to evaluate the depth and phase composition of the diffusion layer (see Fig. 7) [6].
Table 3Average hardness before and after ferritic nitrocarburizing
Before nitrocarburizing | After nitrocarburizing | ||||||
Specimen | Hardness, HRC | Hardness, HB | Specimen | Hardness, HRC | Hardness, HB | Wear rate, mg/m | Impact toughness, kJ/m² |
Guide shoe (Steel 45) | 25.4 | 255 | Guide shoe (Steel 45) | 47.1 | 450 | 0.02 | 750 |
Alternative material | |||||||
Cr-Mo Steel 55Cr2MoL | |||||||
Hardness, HB | Wear rate, mg/m | Impact toughness, kJ/m2 | |||||
456 | 0,028 | 880 | |||||
Statistical Analysis: Table 3 has been revised to include the sample size (5) and standard deviation. The confidence intervals confirm the reliability of the 85 % hardness increase.
Initial state (a): In the as-received condition (prior to carbonitriding), the microstructure consists of a ferrite-pearlite mixture, which is characteristic of normalized Grade 45 steel.
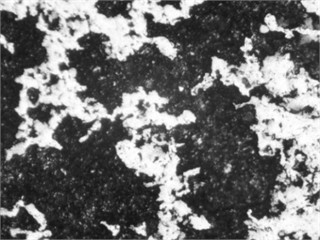
After treatment (b): Following the carbonitriding process, a continuous compound layer with a thickness of approximately 11 μm is formed on the surface. This layer is composed of the -phase Fe3(N,C) and the -Fe4(N,C) [7]. It is specifically this constituent layer that provides the observed increase in hardness, reaching values up to 450 HB.
Fig. 6Comparative analysis of the wear rate (mg/m) as a function of the hardening treatment and material composition
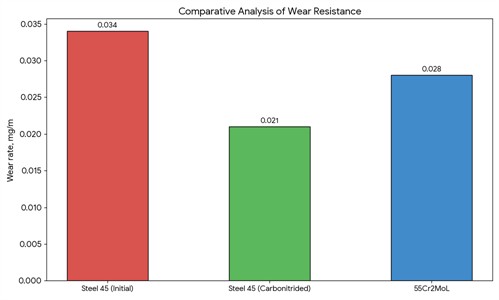
Fig. 7Microstructure of the steel surface: a) before ferritic nitrocarburizing (x800); b) after ferritic nitrocarburizing (x800). Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS 2026
a)
b)
3. Results and discussion
The chemical-thermal treatment (ferritic nitrocarburizing) in a molten salt bath consisting of urea CO(NH2)2 and potash K2CO3 at 580 °C facilitates the simultaneous diffusion of nitrogen and carbon atoms into the steel surface. The process temperature is strictly defined as 580 °C, while 180 °C is clarified as the initial stage of urea decomposition. Subsequent reactions at 580 °C undergoes oxidation of cyanates, releasing active nitrogen and carbon atoms.
The formation of the diffusion layer on Grade 45 steel is characterized by the following mechanisms:
1) Phase Transformation: The nitrogen atoms saturate the ferrite lattice, leading to the formation of a compound layer (white layer) primarily composed of -carbonitride Fe3(N,C) and a sub-surface -Fe4(N,C). These phases possess high inherent hardness and provide a barrier against abrasive wear.
2) Microstructural Evolution: Microstructural analysis revealed fundamental differences in the reinforcement mechanisms of the studied materials. In Grade 45 steel, liquid nitrocarburizing results in a heterogeneous diffusion zone extending up to 0.3 mm in depth. A continuous compound layer (white layer), approximately 11 μm thick, forms at the immediate surface, consisting of high-hardness ε-carbonitride Fe3(N,C) and a sub-surface -Fe4(N,C) phases. This layer acts as the primary barrier against abrasive wear, explaining the significant increase in surface hardness and reduced wear rate observed in the experimental data.
In contrast to the surface-level hardening of Grade 45, the 55Cr2MoL alloy steel exhibits a volume-strengthened matrix following multi-stage heat treatment. The presence of chromium and molybdenum facilitates the precipitation of fine, specialized carbides and carbonitrides uniformly dispersed within a tempered sorbite structure.
3) Hardness Enhancement: The transition from a ferrite-pearlite structure to a carbonitride-reinforced surface resulted in a significant increase in macrohardness from 25.4 HRC to 47.1 HRC. This 85 % increase in surface hardness is the primary factor reducing the wear rate to 0.02 mg/m.
Discussion of Alloy Substitution (55Cr2MoL). The comparative analysis shows that replacing Grade 45 with 55Cr2MoL alloy steel provides even higher operational characteristics. The presence of chromium and molybdenum promotes the formation of stable alloyed carbides and carbonitrides, which further stabilizes the structure against thermal softening. The 55Cr2MoL steel reached a hardness of 456 HB and showed the highest impact toughness (880 kJ/m2), making it the superior choice for heavy-duty guide shoes.
4. Conclusions
The conducted research into the enhancement of mechanical properties for ball rolling mill guide shoes leads to the following conclusions:
1) Optimization of Hardening Parameters: It was established that liquid ferritic nitrocarburizing in a non-toxic salt bath (urea and potash) at 580 °C for 2 hours provides a balanced combination of surface hardness and core ductility. This regime facilitates the formation of a carbonitride layer approximately 11μm thick, which serves as a primary barrier against abrasive wear.
2) Microstructural Transformation: Analysis of the diffusion zone confirmed the formation of a continuous compound layer consisting of -phase Fe₃(N,C) and the -Fe₄(N,C). This structural transformation resulted in a significant increase in the surface hardness of Grade 45 steel from 25.4 HRC to 47.1 HRC (450 HB).
3) Superior Performance of Alternative Alloys: Comparative evaluation demonstrated that the chromium-molybdenum steel 55Cr2MoL (55Х2МЛ), subjected to multi-stage heat treatment, outperforms nitrocarburized Grade 45 steel in terms of dynamic stability. The 55Cr2MoL alloy achieved a high impact toughness of 880 kJ/m² while maintaining a hardness of 456 HB, making it the most reliable material for high-load operational conditions.
4) Operational Efficiency: Based on the experimental data, the implementation of the developed liquid ferritic nitrocarburizing process reduced the wear rate of Grade 45 steel from 0.034 mg/m to 0.021 mg/m, representing a 38.2 % improvement in wear resistance. Under actual operating conditions in ball rolling mills, a 20-25 % overall reduction in wear intensity is anticipated, which directly translates to a proportional extension of the service life of the guide shoes. Furthermore, while the 55Cr2MoL alloy exhibits a wear rate of 0.028 mg/m, its superior impact toughness (880 kJ/m2) ensures enhanced operational reliability by preventing brittle fracture under high dynamic loads, thereby significantly increasing the maintenance intervals and reducing equipment downtime.
References
-
M. Ubaydullaev, E. Ruklinskaya, U. Kosimov, and U. Khalikulov, “Enhancing the strength of steel grade 45 guide rails for ball rolling using the chemical-thermal carbonitriding method,” Vibroengineering Procedia, Vol. 60, pp. 359–363, Dec. 2025, https://doi.org/10.21595/vp.2025.25435
-
O. S. Komarov, V. I. Volosatikov, and I. B. Provorova, “Complex modification of steel,” (in Russian), Metal Science and Heat Treatment, No. 3, pp. 48–51, 2013.
-
V. I. Shmyrko, A. S. Lavrenko, and G. I. Dudnik, “Influence of modification on the properties of medium-carbon and low-alloy steels,” (in Russian), New Materials and Technologies in Metallurgy and Mechanical Engineering, No. 1, pp. 147–149, 2007.
-
A. G. Kuzmenko and O. A. Vishnevsky, “Method of abrasive wear testing according to the Brinell-Howarth scheme (BR-HV). Part I. Theoretical foundations of the method,” (in Russian), Problems of Tribology, No. 4, pp. 102–108, 2012.
-
V. G. Kondratov, “Increasing the wear resistance of steel parts by low-temperature carbonitriding,” (in Russian), Strengthening Technologies and Coatings, Vol. 18, No. 5, pp. 210–215, 2022.
-
S. S. Tkachenko and K. V. Martynov, “Study of microstructure and properties of chromium-molybdenum steels after thermal hardening,” (in Russian), Foundry Production, No. 2, pp. 15–19, 2023.
-
N. F. Alshwawreh et al., “Effect of plasma nitrocarburizing on wear and corrosion resistance of carbon steels,” Journal of Materials Engineering and Performance, Vol. 33, No. 2, pp. 845–852, 2024.
About this article

The authors have not disclosed any funding.
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
The authors declare that they have no conflict of interest.
