Abstract
The paper investigates the effect of multi-stage heat treatment modes on the microstructure and performance characteristics of modified 35KhML (35XMA) chromium-molybdenum steel. It was established that the application of a complex nano-modifier, combined with optimized double-stage tempering (600-650 °C), facilitates the transformation of a course as-cast structure into fine-dispersed sorbite. Particular attention is paid to the morphology of carbide phases and their role in preventing temper embrittlement. The results demonstrated a 45 % increase in impact toughness and a 20 % reduction in the abrasive wear rate.
1. Introduction
Modern mineral processing production is characterized by a constant increase in capacity and intensification of ore grinding processes. Key equipment components, such as ball mill liners and excavator parts (e.g., EKG support wheels), operate under conditions of extreme abrasive impact and high dynamic loads. In the environment of the “Kalmakir” mine (Uzbekistan), extracted minerals such as pyrite (with microhardness up to 1510 kg/mm²) cause catastrophic wear of cast parts, leading to frequent downtime and increased production costs.
35KhML (35XMA) chromium-molybdenum steel is one of the most common materials for these purposes due to its combination of strength and hardenability. However, in the as-cast state, it possesses a coarse-grained dendritic structure with an uneven distribution of carbides [1]. Traditional heat treatment modes do not always achieve uniformity of properties in massive castings, which often leads to the appearance of temper embrittlement in the range of 500-575 °C and a reduction in operational resource [2].
Analysis of recent works (Ryabchikov I. V., Kovalev P. V., Khalikulov U. M., Zhang, L. F., Xiao, Mg.) [3-7] shows that a promising direction for improving casting quality is micro-alloying and nano-modification. The introduction of ultrafine particles into the melt allows for controlling the crystallization process, refining the primary grain, and modifying the morphology of the carbide phase. Nevertheless, the issues regarding the synergistic effect of nano-modifiers and multi-stage heat treatment modes on the carbide morphology in 35KhML steel remain insufficiently studied.
There is a contradiction between the need to ensure high hardness for wear resistance and toughness for impact resistance [8]. The research hypothesis is that the use of a complex modifier will create additional nucleation centers for chromium and molybdenum carbides, while subsequent multi-stage tempering (600-650 °C) with controlled cooling will ensure the formation of a fine-dispersed sorbite structure, free from embrittling networks [9].
A topical scientific task is to control the morphology of the precipitating phases through a combination of nano-modification and complex heat treatment modes. The scientific novelty of the work lies in establishing the correlation between multi-stage tempering parameters, carbide dispersion, and the steel’s resistance to fracture under contact with the hard rock of the “Kalmakir” mine.
2. Materials and methods
The subject of the study was 35KhML (35XMA) chromium-molybdenum steel with a base chemical composition of 0.35 % C, 1.1 % Cr, and 0.6 % Mo. The experimental heats were conducted under the industrial conditions of the Central Repair and Mechanical Plant (CRMP) of JSC “Almalyk MMC”. During the reduction period of the melting process at a temperature of 1520 °C, a nano powder (fraction < 100 nm, specific surface area of 8-14 m2/g) was introduced into the melt. The dosage of the modifier was maintained within 0.15-0.18 wt.% of the total melt mass (see Fig. 1).
Fig. 135KhML steel samples with and without the addition of the modifier. Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS, 2026

The specimens underwent multi-stage thermal treatment consisting of the following steps:
– Homogenization annealing at 880 °C.
– Hardening (oil or water quenching) or normalization at 880 °C.
Fig. 2Wear resistance tests using the Brinell-Haworth method. Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS, 2026

Tempering across a wide temperature range, including an investigation of the temper embrittlement zone (500-575 °C) and high-temperature tempering (600-650 °C).
Metallographic analysis was performed using an optical microscope at magnifications up to 2000×. Wear resistance tests were carried out on an abrasive testing machine using the Brinell-Haworth method [10]. Natural fine-fraction pyrite with a microhardness of 1510 kg/mm2 was utilized as the abrasive medium. The impact toughness (KCU) was determined using a Charpy impact tester on standard 10×10×55 mm specimens at room temperature (see Fig. 2, 3).
Fig. 3Impact toughness testing of specimens a) with and b) without the modifier. Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS, 2026

a) Testing of the modified specimen

b) Testing of the base specimen (without modifier)

c) Specimens after impact testing
3. Results and discussion
Microstructural analysis revealed that, in the unmodified as-cast state, the steel possesses a ferrite-pearlite structure with pronounced dendritic segregation. The introduction of the Fe-V-Al-Ca nano powder into the melt refines the primary austenite grains and creates additional nucleation sites for carbides.
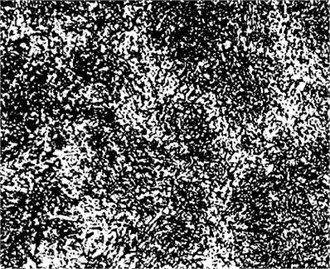
Under multi-stage treatment (quenching followed by double tempering), martensite decomposition occurs with the precipitation of dispersed carbides of the M23C6 and MC types. At a tempering temperature of 650 °C, a tempered sorbite structure is formed (see Fig. 4). A key observation was that modification prevents the formation of continuous carbide networks along the grain boundaries, transforming them into a globular morphology. This modification effect is critically important for preventing intergranular fracture [8]. By eliminating the continuous brittle networks of secondary phases, the energy required for crack propagation along the grain boundaries increases significantly, thereby enhancing the overall structural reliability of the cast components under high-impact service conditions.
Note on Carbide Identification: While optical microscopy at x800 magnification (Fig. 4) suggests the presence of these phases based on morphology, further confirmation of specific carbide types (M23C6 and MC) and their local chemical composition could be enhanced through future research using Scanning Electron Microscopy (SEM) and Energy Dispersive Spectroscopy (EDS).
Fig. 4Microstructures of 35KhML steel specimen after tempering at 600–650 °C (x800). Photo by the authors in the laboratory of the Almalyk Branch of NUST MISIS, 2026
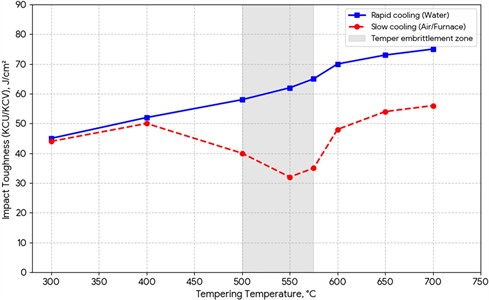
The influence of the cooling rate after tempering on impact toughness was experimentally established (see Fig. 5). A sharp drop in KCU was recorded in the temperature range of 500-575 °C, which corresponds to the development of temper embrittlement. Rapid cooling (in water) after tempering at 600-650 °C allows for fixing a high-strength state and increasing the impact toughness to 73 J/cm2, compared to 54 J/cm2 achieved with slow cooling.
Fig. 5Influence of the cooling rate after tempering on impact toughness
Due to the strengthening of the specimen with fine-dispersed carbides and a 15-25 % increase in microhardness, the modified steel demonstrated high resistance to abrasive impact. The mass loss of the specimens during tests with abrasives (pyrite, chalcopyrite) decreased by 20 % compared to the reference (conventionally produced 35KhML steel). The research results are presented in Table 1.
Table 1Results of the experimental studies
No. | Steel grade | Melt mass, kg | Modifier mass, kg | Modifier content, % | Mechanical properties | Wear rate, mg/m | |
Microhardness, kg/mm2 | KCU Impact Toughness, J/cm2 | ||||||
1 | 35KhML | 10.0 | 0.018 | 0.18 | 2287 | 73 | 0.136 |
35KhML* | 10.0 | – | – | 1828 | 54 | 0.162 | |
* Unmodified specimen | |||||||
4. Conclusions
The conducted research led to the following key conclusions:
1) Heat Treatment Optimization: A deterministic relationship between multi-stage heat treatment parameters and the phase composition of 35KhML steel was established. For large-scale chrome-molybdenum steel castings, the optimal regime to transform the coarse dendritic structure into fine-grained sorbite is normalization at 880 °C followed by high-temperature tempering at 650 °C. To minimize residual internal stresses and prevent fracture in massive castings with complex geometries, furnace cooling after tempering is recommended.
2) Role of Nano-modification: The role of nano-modification in controlling carbide phase morphology was identified. The application of a complex Fe-V-Al-Ca modifier (0.15-0.18 wt.%) at an introduction temperature of at least 1520 °C creates additional nucleation sites. This shifts the carbide morphology from coarse networks and grain-boundary clusters to fine-dispersed globular particles uniformly distributed within the sorbitic matrix.
3) Suppression of Temper Embrittlement: The effectiveness of suppressing reversible temper embrittlement was demonstrated. It was experimentally confirmed that the critical temperature range of 500-575 °C causes a sharp decline in impact toughness due to diffusion processes within the carbide subsystem. Utilizing accelerated cooling after tempering at temperatures above 600 °C fixes a high-toughness state, achieving 73 kJ/m2 compared to 54 kJ/m2 for the unmodified reference.
4) Operational Performance: A strong correlation between microstructural parameters and operational durability was confirmed. Carbide refinement and ferritic matrix strengthening via nano-modifiers resulted in a 15-25 % increase in microhardness. Under Brinell-Haworth wear testing conditions using actual abrasives from the “Kalmakyr” mine, this translated to a 20 % reduction in wear intensity compared to conventional serial steel.
5) Practical Significance: The technological regulations developed and piloted at the Central Repair and Mechanical Plant of JSC “AMMC” enhance the reliability and service life of critical components (liners, EKG support wheels). The results are scalable for the production of other low-alloy chrome-molybdenum steels operating under similar impact-abrasive wear conditions.
References
-
U. M. Khalikulov, “Physicochemical fundamentals and technological solutions for the production of high-quality steels,” Almalyk Branch of National Research Technological University MISIS, Almalyk, 2025.
-
U. M. Khalikulov, A. S. Khasanov, and M. N. Dzheparov, “Aspects of modification and crystallization of high-alloy steels,” The American Journal of Applied Sciences, Vol. 7, No. 3, pp. 20–25, May 2025, https://doi.org/10.37547/tajas/volume07issue03-04
-
I. V. Ryabchikov, I. V. Bakin, V. G. Mizin, and V. A. Golubtsov, “Modification and microalloying of steel with complex alloys containing chemically active elements – an effective method for improving metal product quality,” Stal, No. 12, pp. 18–21, 2018.
-
P. V. Kovalev, S. V. Ryaboshuk, A. Z. Issagulov, M. K. Ibatov, S. S. Kvon, and V. Y. Kulikov, “Studying nanopowder modifiers effect on structure and properties of steels,” Metalurgija, Vol. 59, No. 4, pp. 551–554, 2020.
-
U. M. Khalikulov, A. S. Khasanov, and M. N. Dzheparova, “Integration of the modifier into the technological process of chrome-molybdenum steel production to enhance mechanical properties,” (in Russian), The American Journal of Engineering and Technology, Vol. 6, No. 12, pp. 190–198, Dec. 2024, https://doi.org/10.37547/tajet/volume06issue12-18
-
L. F. Zhang et al., “Mo content effect on microstructures and toughness of the simulated coarse-grained heat-affected zone of weathering bridge steels,” Journal of Materials Engineering and Performance, Vol. 31, No. 7, pp. 5641–5651, Jul. 2022, https://doi.org/10.1007/s11665-022-06687-7
-
M.-G. Xiao, X.-Y. Lü, D.-H. Li, S.-H. Li, K.-Y. Zhao, and M.-S. Yang, “Carbides precipitation and their evolution of Cr15Co10Mo5-alloyed heat-resistant bearing steel after tempering at different temperatures,” Journal of Iron and Steel Research International, Vol. 26, No. 10, pp. 1096–1105, Oct. 2019, https://doi.org/10.1007/s42243-019-00286-y
-
O. S. Komarov, V. I. Volosatikov, and I. B. Provorova, “Complex modification of steel,” Metal Science and Heat Treatment, No. 3, pp. 48–51, 2013.
-
V. I. Shmyrko, A. S. Lavrenko, and G. I. Dudnik, “Influence of modification on the properties of medium-carbon and low-alloy steels,” New Materials and Technologies in Metallurgy and Mechanical Engineering, No. 1, pp. 147–149, 2007.
-
A. G. Kuzmenko and O. A. Vishnevsky, “Method of abrasive wear testing according to the Brinell-Howarth scheme (BR-HV). Part I. Theoretical foundations of the method,” Problems of Tribology, No. 4, pp. 102–108, 2012.
About this article

The authors have not disclosed any funding.
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
The authors declare that they have no conflict of interest.
